

انتخاب PLC مناسب
PLC یا کنترلکننده منطقی برنامهپذیر (Programmable Logic Controller)، یکی از اصلیترین اجزای سیستمهای اتوماسیون صنعتی است که برای اجرای منطق کنترلی، پردازش سیگنالهای ورودی و مدیریت خروجیها در فرآیندهای صنعتی بهکار گرفته میشود. این تجهیزات با تکیه بر ساختار سختافزاری مقاوم و سیستمعاملهای پایدار صنعتی، توانایی کارکرد مداوم در شرایط محیطی سخت و نویزهای الکتریکی را دارند. به همین دلیل پی ال سی ها بهعنوان جایگزین مطمئن سیستمهای کنترلی سنتی در صنایع مختلف مورد استفاده قرار میگیرند.
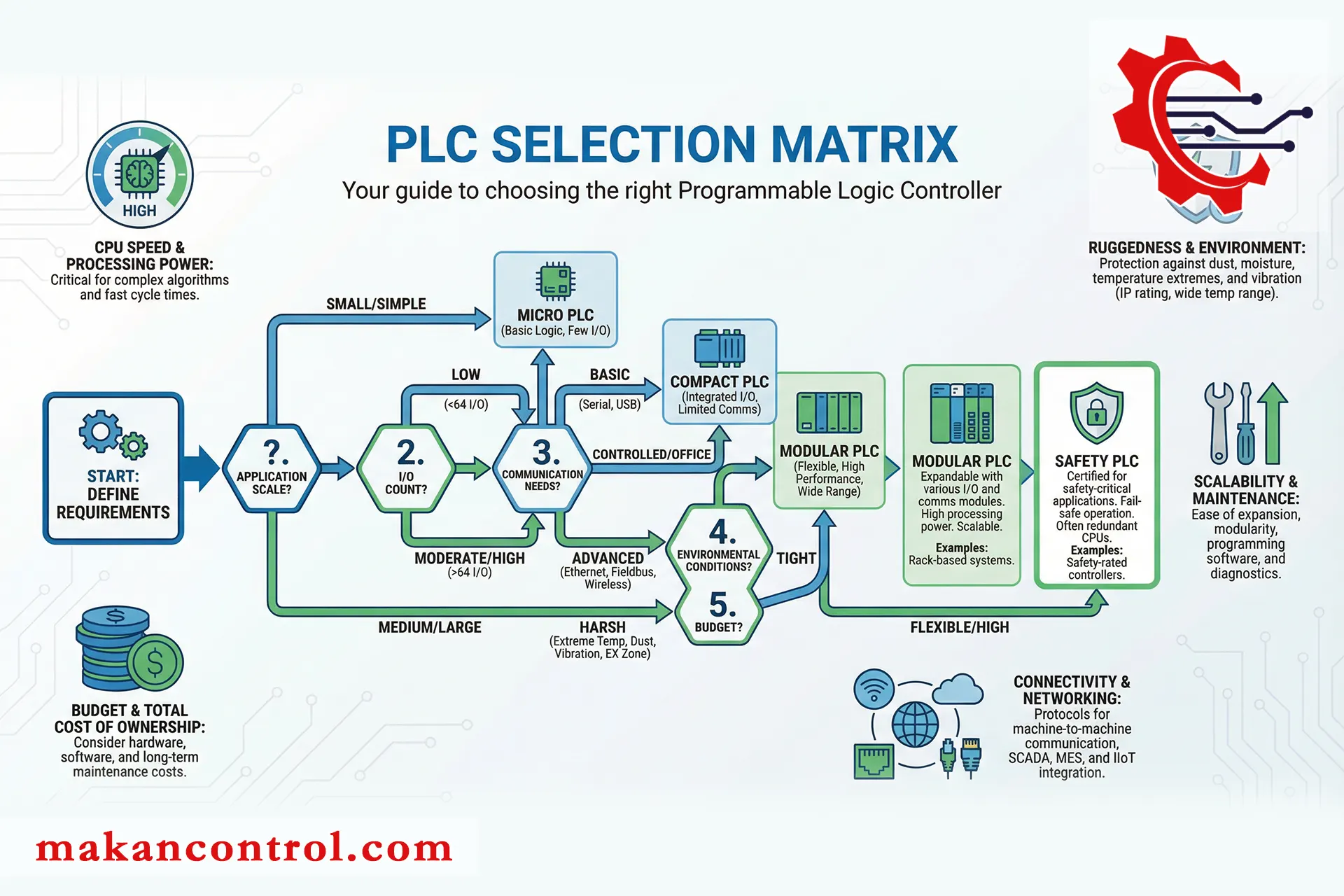
PLC ها بسته به نوع کاربرد، از نظر توان پردازشی، ظرفیت حافظه، تعداد ورودی و خروجی و قابلیتهای ارتباطی دارای مدلها و سریهای متنوعی هستند. انتخاب PLC مناسب مستقیماً بر سرعت پاسخدهی سیستم، پایداری عملکرد و امکان توسعه آتی پروژه تأثیر میگذارد. در پروژههای صنعتی، توجه به عواملی مانند نوع سیگنالها، حجم برنامه کنترلی و پروتکلهای ارتباطی، نقش کلیدی در انتخاب صحیح PLC ایفا میکند.
یکی از ویژگیهای مهم PLC های صنعتی، قابلیت توسعهپذیری آنها از طریق ماژولهای ورودی و خروجی و ماژولهای ارتباطی است. این ساختار ماژولار امکان طراحی سیستمهای کنترلی منعطف را فراهم میکند و باعث میشود تغییرات یا توسعه سیستم بدون نیاز به بازطراحی کامل انجام شود. همچنین پشتیبانی از زبانهای استاندارد برنامهنویسی صنعتی، فرآیند عیبیابی، نگهداری و توسعه نرمافزار را سادهتر میسازد.
در صورت نیاز به انتخاب PLC متناسب با شرایط کاری، نوع فرآیند یا توسعه سیستمهای کنترلی موجود، میتوانید برای دریافت مشاوره فنی و رایگان با کارشناسان ماکان کنترل ارتباط برقرار کنید تا مناسبترین راهکار بر اساس نیاز پروژه شما پیشنهاد شود.
توضیحات بیشتر
مقدمهای بر دنیای PLC
در قلب هر سیستم اتوماسیون صنعتی مدرن، یک کنترلکننده منطقی قابل برنامهریزی یا همان PLC قرار دارد. این دستگاه کوچک اما قدرتمند، انقلابی در کنترل فرآیندهای صنعتی ایجاد کرده است. پیالسی در واقع یک کامپیوتر تخصصی است که برای کار در شرایط سخت محیطی طراحی شده و جایگزین مدارهای فرمان رلهای پیچیده و پرحجم شده است. اهمیت این قطعه در صنایع هوشمند امروزی به حدی است که بدون آن، مفهوم خودکارسازی صنعتی معنا نخواهد داشت.
استفاده از PLC مزایای متعددی دارد. اولین و مهمترین مزیت، انعطافپذیری بینظیر آن است. برخلاف سیستمهای سیمی قدیمی که برای هر تغییر نیاز به بازسازی کامل داشتند، یک کنترلر برنامهپذیر تنها با تغییر نرمافزار، عملکرد جدیدی پیدا میکند. این ویژگی باعث کاهش هزینههای توسعه و تغییر خط تولید میشود. برای آشنایی با انواع پی ال سی های موجود در بازار، میتوانید از صفحه دستهبندی plc ماکان کنترل بازدید نمایید.
دومین مزیت بزرگ، قابلیت اطمینان بالا است. پیالسی صنعتی برای محیطهای پرنویز، دارای نوسانات دمایی و لرزش طراحی شده است. این دستگاهها میتوانند سالها بدون وقفه کار کنند. مزیت سوم، قابلیت عیبیابی آسان است. سیستمهای مجهز به کنترلر دیجیتال صنعتی امکان مانیتورینگ لحظهای و تشخیص سریع خطا را فراهم میکنند. این موضوع زمان توقف خط تولید را به حداقل میرساند.
ماکان کنترل به عنوان یکی از پیشگامان در زمینه تامین تجهیزات اتوماسیون، همواره بهترین برندهای PLC را با گارانتی معتبر ارائه میدهد. در ادامه این مقاله جامع، به بررسی جزئیات فنی، کاربردها و نحوه انتخاب مناسبترین واحد کنترل منطقی برای نیازهای شما خواهیم پرداخت. برای شروع، بهتر است از صفحه اصلی سایت دیدن فرمایید تا با دستهبندی محصولات آشنا شوید.
تاریخچه و سیر تکامل کنترلکنندههای منطقی قابل برنامهریزی
تولد یک ایده انقلابی
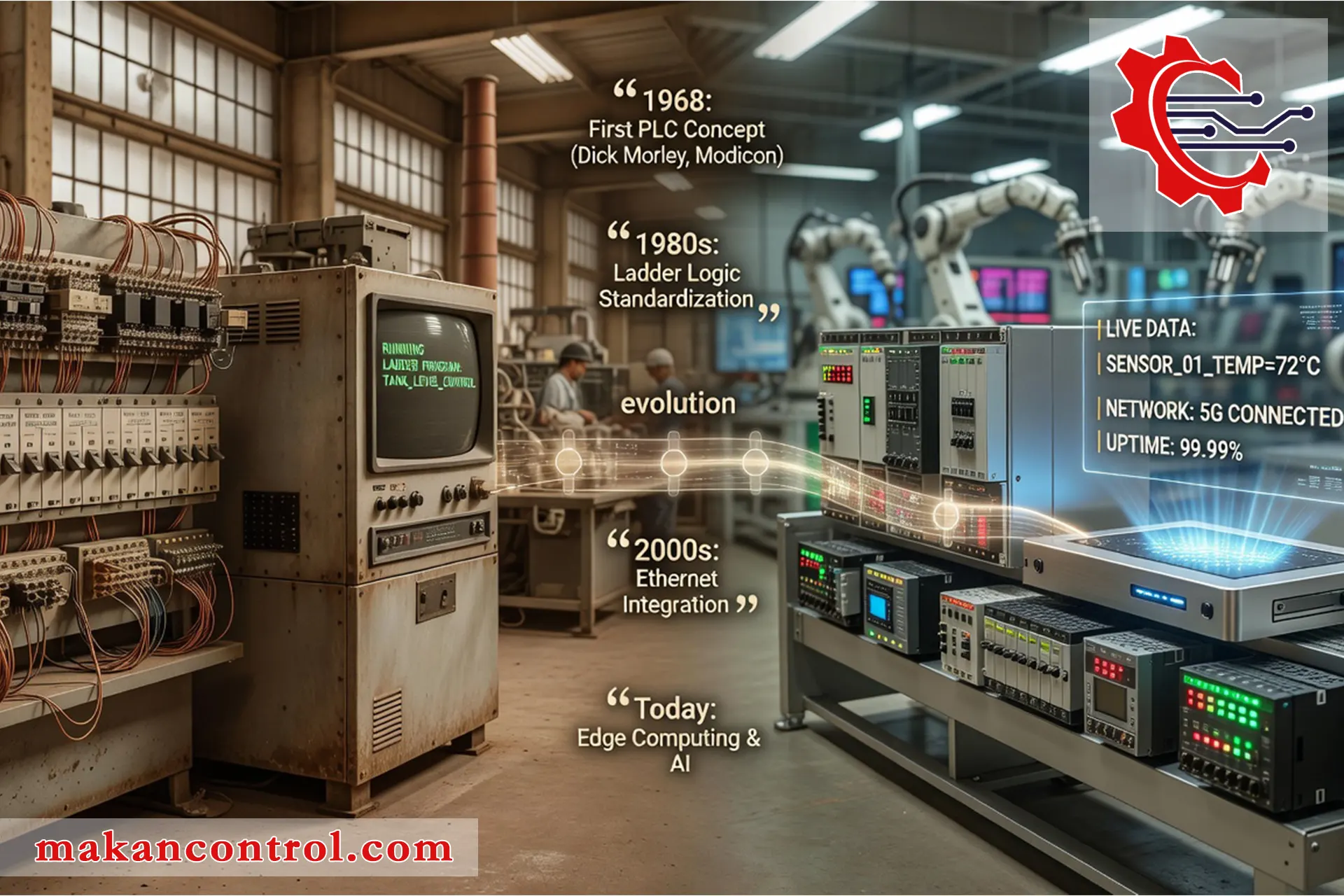
داستان PLC به دهه ۱۹۶۰ بازمیگردد. در آن زمان، صنایع خودروسازی آمریکا با چالش بزرگی روبرو بودند. هر بار که مدل جدیدی تولید میشد، باید کل سیستم کنترل ماشینآلات—که مبتنی بر هزاران رله و تایمر بود—بازسازی میشد. این فرآیند بسیار زمانبر و پرهزینه بود. Bedford Associates به رهبری دیک موری، اولین کنترلکننده منطقی قابل برنامهریزی را با نام (MODICON) معرفی کرد.
اولین پیالسی تجاری در سال ۱۹۶۹ به خط تولید جنرال موتورز راه یافت. این دستگاه ساده، اساساً جایگزین رلههای الکترومکانیکی شد. برنامهنویسی آن با استفاده از زبان نردبانی (Ladder Logic) انجام میشد. این زبان شبیه به دیاگرام مدارهای رلهای بود. بنابراین، تکنسینهای قدیمی هم میتوانستند به راحتی با آن کار کنند. این نقطه عطفی در اتوماسیون صنعتی بود.
نسلهای مختلف PLC
پیالسی های نسل اول بسیار بزرگ و محدود بودند. حافظه آنها تنها چند کیلوبایت بود. ورودی و خروجیها به صورت ماژولهای جداگانه طراحی نشده بودند. در دهه ۱۹۷۰، با پیشرفت میکروپروسسورها، نسل دوم کنترلرهای برنامهپذیر ظهور کرد. این دستگاهها کوچکتر، سریعتر و هوشمندتر شدند. امکان اتصال کارت توسعه I/O نیز اضافه شد.
در دهه ۱۹۸۰ و ۱۹۹۰، پیالسی صنعتی به بلوغ رسید. استانداردهای برنامهنویسی مانند IEC 61131-3 تعریف شدند. قابلیتهای ارتباطی شبکه نیز اضافه شد. کنترلر دیجیتال صنعتی حالا میتوانست با اچ ام آی ها، درایوها و سایر دستگاهها ارتباط برقرار کند. این دوره، آغاز یکپارچهسازی سیستمهای صنعتی بود.
PLC در عصر حاضر و آینده
امروزه پیالسی ها به کامپیوترهای صنعتی کوچک تبدیل شدهاند. آنها دارای پردازندههای چندهستهای، حافظههای وسیع و قابلیتهای شبکهای پیشرفته هستند. بسیاری از کنترلرهای اتوماسیون مدرن، قابلیت اجرای الگوریتمهای پیچیده و حتی پردازش تصویر را دارند. ماژول کنترل منطقی حالا میتواند بخشی از یک سیستم بزرگتر مانند IIoT باشد.
آینده PLC در همگرایی با فناوریهایی مانند هوش مصنوعی و محاسبات لبه (Edge Computing) دیده میشود. پردازنده صنعتی فردا نه تنها کنترل، بلکه پیشبینی و بهینهسازی را نیز انجام خواهد داد. برای درک بهتر این تحولات، مطالعه مقالات تخصصی سایت ماکان کنترل توصیه میشود. همچنین برای مشاهده نسلهای مختلف پی ال سی، به بخش مربوطه در صفحه فروشگاه مراجعه کنید.
انواع PLC و معماری داخلی آنها
دستهبندی بر اساس سایز و کاربرد
پیالسی ها را معمولاً بر اساس اندازه و ظرفیت به سه دسته اصلی تقسیم میکنند. PLC های کوچک یا کامپکت (Compact/Small) برای ماشینهای مستقل و کاربردهای ساده استفاده میشوند. این کنترلر برنامهپذیر معمولاً دارای تعداد محدودی ورودی/خروجی (معمولاً تا ۱۲۸ نقطه) است. اندازه فیزیکی کوچک و قیمت مقرونبهصرفه از ویژگیهای این گروه است.
دسته دوم، پیالسی صنعتی متوسط (Medium) است. این واحد کنترل منطقی برای کنترل چندین ماشین یا یک خط تولید کوچک مناسب است. تعداد I/O آنها میتواند به ۱۰۰۰ نقطه برسد. قابلیت توسعه با ماژولهای خاص از مزایای این گروه است. دسته سوم، کنترلر دیجیتال صنعتی بزرگ (Large) است. این دستگاهها برای کنترل کل کارخانه یا فرآیندهای پیچیده استفاده میشوند.
اجزای اصلی تشکیلدهنده یک PLC
هر پیالسی بدون در نظر گرفتن سایز، از اجزای اصلی مشخصی تشکیل شده است. اولین جزء، منبع تغذیه (Power Supply) است. این بخش برق AC شبکه (مثلاً ۲۲۰ ولت) را به سطوح ولتاژ DC مورد نیاز سایر قسمتها تبدیل میکند. یک منبع تغذیه باکیفیت و پایدار، تضمینکننده عملکرد صحیح کل سیستم است. نویز و نوسان در این بخش میتواند باعث خطاهای تصادفی شود.
دومین بخش حیاتی، واحد پردازش مرکزی (CPU) یا پردازنده صنعتی است. CPU مغز کنترلر اتوماسیون محسوب میشود. این بخش برنامه کاربر را اجرا کرده، محاسبات منطقی را انجام میدهد و تمام ماژولها را هماهنگ میکند. سرعت CPU با واحد هرتز (Hz) سنجیده میشود. همچنین مقدار حافظه (RAM و Flash) برای ذخیره برنامه و دادهها بسیار مهم است.
ماژولهای ورودی و خروجی (I/O Modules)
ماژولهای I/O رابط بین پیالسی و دنیای واقعی هستند. ماژول ورودی (Input) سیگنالهای سنسورها (مثلاً کلید فشاری، سنسور مجاورتی) را دریافت کرده و به سیگنال منطقی تبدیل میکند. ماژول خروجی (Output) نیز سیگنال منطقی CPU را به فرمانی برای عملگرها (مثلاً روشن کردن یک موتور یا شیر برقی) تبدیل میکند. این ماژولها به دو نوع دیجیتال و آنالوگ تقسیم میشوند.
برای توسعه قابلیتهای سیستم، از کارت توسعه I/O استفاده میشود. این کارتها به پیالسی اصلی متصل شده و تعداد نقاط ورودی/خروجی را افزایش میدهند. برخی کارت توسعه I/O های خاص، قابلیتهای ویژهای مانند شمارش سریع پالس یا کنترل سرو موتور را نیز فراهم میکنند. انتخاب ماژولهای مناسب، قدم بزرگی در طراحی یک سیستم کنترل قابل برنامهریزی کارآمد است.
واحد برنامهنویسی و رابط ارتباطی
برای بارگذاری برنامه و مانیتورینگ، پیالسی صنعتی نیاز به یک واحد برنامهنویسی دارد. در گذشته از دستگاههای خاصی به نام PG استفاده میشد. اما امروزه اغلب از کامپیوترهای معمولی و نرمافزارهای ویژه هر برند استفاده میشود. این نرمافزارها امکان نوشتن، اشکالزدایی و شبیهسازی برنامه را فراهم میکنند.
پورتهای ارتباطی نیز بخش مهمی از کنترلر برنامهپذیر هستند. این پورتها میتوانند سریال (RS-232, RS-485) یا اترنت باشند. از طریق این پورتها، ماژول کنترل منطقی میتواند با اچ ام آی، درایوها، سوییچ شبکه های صنعتی و سیستمهای سطح بالاتر ارتباط برقرار کند. انتخاب PLC با پورتهای ارتباطی مناسب، برای یکپارچهسازی سیستمهای صنعتی ضروری است.
برای انتخاب صحیح بین انواع پی ال سی، مشاوره با متخصصین ضروری است. کارشناسان فنی ماکان کنترل میتوانند شما را در این زمینه راهنمایی کنند. جهت تماس، از صفحه تماس با ما استفاده نمایید. همچنین برای آشنایی با لوازم جانبی اتوماسیون مرتبط، بخش مربوطه در سایت را بررسی کنید.
برنامهنویسی PLC و استانداردهای آن
برنامهنویسی، روحی است که به سختافزار PLC جان میبخشد. بدون کدنویسی دقیق و بهینه، حتی قدرتمندترین کنترلکننده منطقی قابل برنامهریزی نیز نمیتواند وظیفه خود را به درستی انجام دهد. این فصل به قلب فرآیند کار با پیالسی میپردازد و استانداردها، زبانها و روشهای برنامهنویسی این دستگاه حیاتی را بررسی میکند. درک این مفاهیم برای هر مهندس، تکنسین یا تصمیمگیرنده در حوزه اتوماسیون صنعتی ضروری است.
استاندارد طلایی: IEC 61131-3
پیش از ظهور استاندارد IEC 61131-3، هر تولیدکنندهای روش و محیط برنامهنویسی خاص خود را برای پیالسی صنعتی ارائه میداد. این مسئله باعث وابستگی شدید به یک برند خاص و دشواری در نگهداری سیستمها میشد. استاندارد بینالمللی IEC 61131-3 با تعریف پنج زبان برنامهنویسی ساختاریافته، این چالش را حل کرد. امروزه این استاندارد، پایه اصلی توسعه نرمافزار برای کنترلر دیجیتال صنعتی در سراسر جهان است.
این استاندارد نه تنها زبانها، بلکه ساختار داده، مدل اجرایی و قالب ذخیرهسازی پروژه را نیز تعریف میکند. رعایت استاندارد IEC 61131-3 قابلیت حمل کد بین کنترلرهای برنامهپذیر مختلف را افزایش میدهد. همچنین یادگیری و نگهداری کدها را آسانتر میسازد. انتخاب PLC های سازگار با این استاندارد، یک سرمایهگذاری مطمئن برای بلندمدت محسوب میشود.
زبان نردبانی (Ladder Diagram – LD)
زبان نردبانی یا Ladder Logic، محبوبترین زبان برای برنامهنویسی پیالسی است. این زبان به عمد شبیه به دیاگرام مدارهای رلهای سنتی طراحی شده است. هدف، آسانسازی انتقال دانش تکنسینهای قدیمی به دنیای کنترلر اتوماسیون دیجیتال بود. در این زبان، برنامه به صورت مدارهایی متشکل از کنتاکتها (ورودیها) و کویلها (خروجیها) ترسیم میشود.
خواندن برنامه نردبانی بسیار شهودی است. جریان قدرت از سمت چپ به راست برقرار میشود. اگر مسیری بسته شود، خروجی مربوطه فعال میگردد. این زبان برای کنترل ترتیبی (Sequence Control) و جایگزینی مدارهای فرمان رلهای ایدهآل است. با این حال، برای عملیات ریاضی پیچیده یا پردازش دادهها چندان مناسب نیست. برای پروژههای ساده تا متوسط، برنامهنویسی PLC با این زبان گزینه مناسبی است.

زبان متن ساختاریافته (Structured Text – ST)
زبان متن ساختاریافته یک زبان سطح بالا و شبیه به پاسکال یا BASIC است. این زبان برای برنامهنویسی پردازنده صنعتی در کاربردهای پیچیده و الگوریتمی طراحی شده است. دستورات شرطی (IF, THEN, ELSE)، حلقهها (FOR, WHILE) و توابع ریاضی به راحتی در این زبان پیادهسازی میشوند. برنامهنویسی PLC برای کنترل حرکتی پیچیده یا تنظیم PID اغلب با ST انجام میپذیرد.
مزیت اصلی ST، قدرت و انعطاف آن است. برنامهنویس میتواند ساختارهای داده پیچیده تعریف کند و از توابع کتابخانهای استفاده نماید. اشکال اصلی آن، نیاز به دانش برنامهنویسی بیشتر و کمتر شهودی بودن نسبت به LD است. برای یکپارچهسازی ماژول کنترل منطقی با سیستمهای سطح بالاتر، ST گزینه بسیار کارآمدی محسوب میشود.
زبان فلوچارت یا نمودار تابعی (Function Block Diagram – FBD)
در زبان FBD، برنامه به صورت بلوکهای گرافیکی که نشاندهنده توابع یا عملیات هستند، رسم میشود. خروجی هر بلوک میتواند به ورودی بلوک بعدی متصل شود. این زبان برای نمایش جریان داده یا سیگنال در سیستم کنترل قابل برنامهریزی بسیار مناسب است. به ویژه در کاربردهای پردازش سیگنال یا کنترل حلقههای آنالوگ کاربرد دارد.
بلوکها میتوانند نشاندهنده عملیات ساده (مقایسه، جمع) یا توابع پیچیده (کنترل PID، فیلتر) باشند. قابلیت استفاده مجدد از بلوکهای تعریفشده توسط کاربر، از مزایای بزرگ این زبان است. برنامهنویسی PLC با FBD برای مهندسینی که با نمودارهای بلوکی آشنا هستند، بسیار طبیعی و قابل درک خواهد بود. این زبان تعادل خوبی بین دید گرافیکی و قدرت محاسباتی برقرار میکند.
زبان لیست دستورات (Instruction List – IL) و نمودار مراحل (SFC)
زبان IL شبیه به کد اسمبلی است و از دستورالعملهای ساده تشکیل شده است. این زبان امروزه کمتر استفاده میشود اما برای بهینهسازی سرعت اجرا در برخی کاربردهای خاص مفید است. در مقابل، زبان نمودار مراحل یا SFC برای توصیف فرآیندهای ترتیبی پیچیده ایدهآل است. در این زبان، برنامه به صورت مراحل (Steps) و انتقالها (Transitions) مدلسازی میشود.
هر مرحله نشاندهنده مجموعهای از اقدامات است و تنها زمانی فعال میشود که مرحله قبل کامل شده باشد. انتقال بین مراحل نیز با شرطی منطقی رخ میدهد. این زبان برای مدلسازی ماشینهای حالت (State Machines) در اتوماسیون صنعتی بسیار قدرتمند است. کنترل خط مونتاژ یا فرآیندهای شیمیایی اغلب با SFC پیادهسازی میشوند.
محیطهای توسعه یکپارچه (IDE) و ابزارهای شبیهسازی
برای نوشتن و تست برنامههای پیالسی، نیاز به یک محیط توسعه نرمافزاری تخصصی داریم. هر تولیدکننده بزرگ PLC (مانند Siemens، Allen-Bradley، Schneider) محیط توسعه مخصوص به خود را ارائه میدهد. این محیطها امکاناتی مانند ویرایشگر کد، کامپایلر، دیباگر و ابزارهای ارتباط با کنترلر برنامهپذیر را یکجا فراهم میکنند.
یک ویژگی حیاتی در این محیطها، قابلیت شبیهسازی (Simulation) است. به کمک این قابلیت، مهندس میتواند برنامه را بدون اتصال به پیالسی صنعتی فیزیکی و در کامپیوتر شخصی تست کند. این امر از ریسک خطاهای پرهزینه در محیط واقعی میکاهد. همچنین زمان توسعه را کاهش میدهد. انتخاب PLC با محیط توسعه کاربرپسند و قدرتمند، تاثیر مستقیمی روی بهرهوری تیم مهندسی دارد.
اصول و بهترین روشهای برنامهنویسی PLC
برنامهنویسی خوب برای واحد کنترل منطقی فراتر از نوشتن کد کاراست. رعایت اصول مهندسی نرمافزار باعث ایجاد کدی خوانا، قابل نگهداری و عاری از خطا میشود. اولین اصل، ماژولار بودن است. برنامه باید به بخشهای کوچک و مستقل (مانند توابع و بلوکهای عملکردی) تقسیم شود. این امر تست و عیبیابی را آسان میکند.
اصل دوم، مستندسازی کامل است. هر بخش از کد باید کامنت مناسبی داشته باشد. همچنین نقشه متغیرها و توضیح منطق برنامه ضروری است. اصل سوم، ایمنی است. برنامه باید به گونهای نوشته شود که در صورت بروز خطا، سیستم به حالت ایمن برود. استفاده از تایمرهای نظارتی (Watchdog Timer) و چکهای سلامت، بخشی از این اصل است. رعایت قوانین و مقررات ایمنی در کدنویسی نیز الزامی است.
اشتباهات رایج و نحوه اجتناب از آنها
برخی اشتباهات در برنامهنویسی PLC بسیار تکرارشونده هستند. اولین اشتباه، عدم درنظرگرفتن حالت اولیه سیستم است. هنگام روشن شدن پیالسی، تمام خروجیها باید در یک حالت تعریفشده و ایمن قرار گیرند. دومین اشتباه، استفاده نادرست از تایمر و شمارندهها است. مثلاً عدم ریست کردن آنها در مکان مناسب میتواند باعث رفتار غیرمنتظره سیستم شود.
اشتباه سوم، ایجاد حلقههای منطقی بیپایان (Infinite Loops) است که میتواند باعث هنگ کردن پردازنده صنعتی شود. چهارمین اشتباه، عدم توجه به زمان سیکل اسکن است. برنامههای بسیار طولانی یا دارای حلقههای سنگین میتوانند زمان پاسخگویی سیستم را به خطر بیندازند. برای جلوگیری از این خطاها، مطالعه مقالات آموزشی و شرکت در دورههای عملی بسیار مفید است.
یکپارچهسازی با سایر تجهیزات
یک پیالسی به ندرت به تنهایی کار میکند. برنامه آن باید امکان ارتباط با اچ ام آی برای نمایش اطلاعات، با درایو و سافت استارتر برای کنترل موتور، و با سوییچ شبکه برای تبادل داده با سایر بخشهای کارخانه را داشته باشد. این ارتباطات از طریق پروتکلهای استاندارد مانند PROFINET، Modbus TCP یا EtherNet/IP برقرار میشوند.
بخش مهمی از برنامهنویسی، تعریف صحیح نقشه دادگان (Data Mapping) و مدیریت تبادل اطلاعات است. برای مثال، مقادیر آنالوگ خواندهشده از سنسورها باید کالیبره و مقیاسبندی شوند. سپس به فرمت مناسب برای نمایش روی اچ ام آی تبدیل گردند. برنامهنویسی این ارتباطات، نیازمند درک دقیق از شبکههای صنعتی و استانداردهای ارتباطی دارد.
جمعبندی: هنر و علم برنامهنویسی PLC
برنامهنویسی PLC تلفیقی از هنر طراحی منطقی و علم مهندسی نرمافزار است. یک برنامه خوب، علاوه بر انجام صحیح وظیفه، باید قابل درک، توسعهپذیر و ایمن باشد. انتخاب زبان برنامهنویسی مناسب به ماهیت پروژه و تیم اجرایی بستگی دارد. استاندارد IEC 61131-3 چارچوبی منسجم برای این انتخاب ارائه میدهد.
یادگیری اصولی برنامهنویسی کنترلر دیجیتال صنعتی، سرمایهای ارزشمند برای هر فعال در حوزه اتوماسیون صنعتی است. ماکان کنترل با درک این نیاز، امکان دسترسی به جدیدترین نرمافزارها و منابع آموزشی را فراهم میکند. برای دریافت مشاوره فنی در مورد انتخاب پی ال سی و محیط برنامهنویسی مناسب، از طریق صفحه تماس با ما با متخصصین ما در ارتباط باشید.
در فصل بعد، به بررسی کاربردهای متنوع PLC در صنایع مختلف خواهیم پرداخت. خواهیم دید که این کنترلر اتوماسیون چگونه در صنایع از نفت و گاز تا غذا و دارو تحول ایجاد کرده است. برای مشاهده ابزارها و لوازم جانبی اتوماسیون مرتبط با برنامهنویسی، صفحه فروشگاه ما را ببینید. همچنین برای بازگشت به بخشهای قبلی، صفحه اصلی سایت بهترین نقطه شروع است.

کاربردهای PLC در صنایع مختلف
کنترلکننده منطقی قابل برنامهریزی یا PLC چنان انعطافپذیری و قابلیت اطمینانی ارائه میدهد که امروزه در تقریباً همه صنایع تولیدی و فرآیندی یافت میشود. این فصل به بررسی نقش حیاتی پیالسی در صنایع کلیدی میپردازد و نشان میدهد که چگونه این کنترلر دیجیتال صنعتی به موتور محرکه بهرهوری، کیفیت و ایمنی تبدیل شده است. درک این کاربردهای متنوع، به انتخاب مناسبترین PLC برای نیازهای خاص هر کسبوکار کمک میکند.
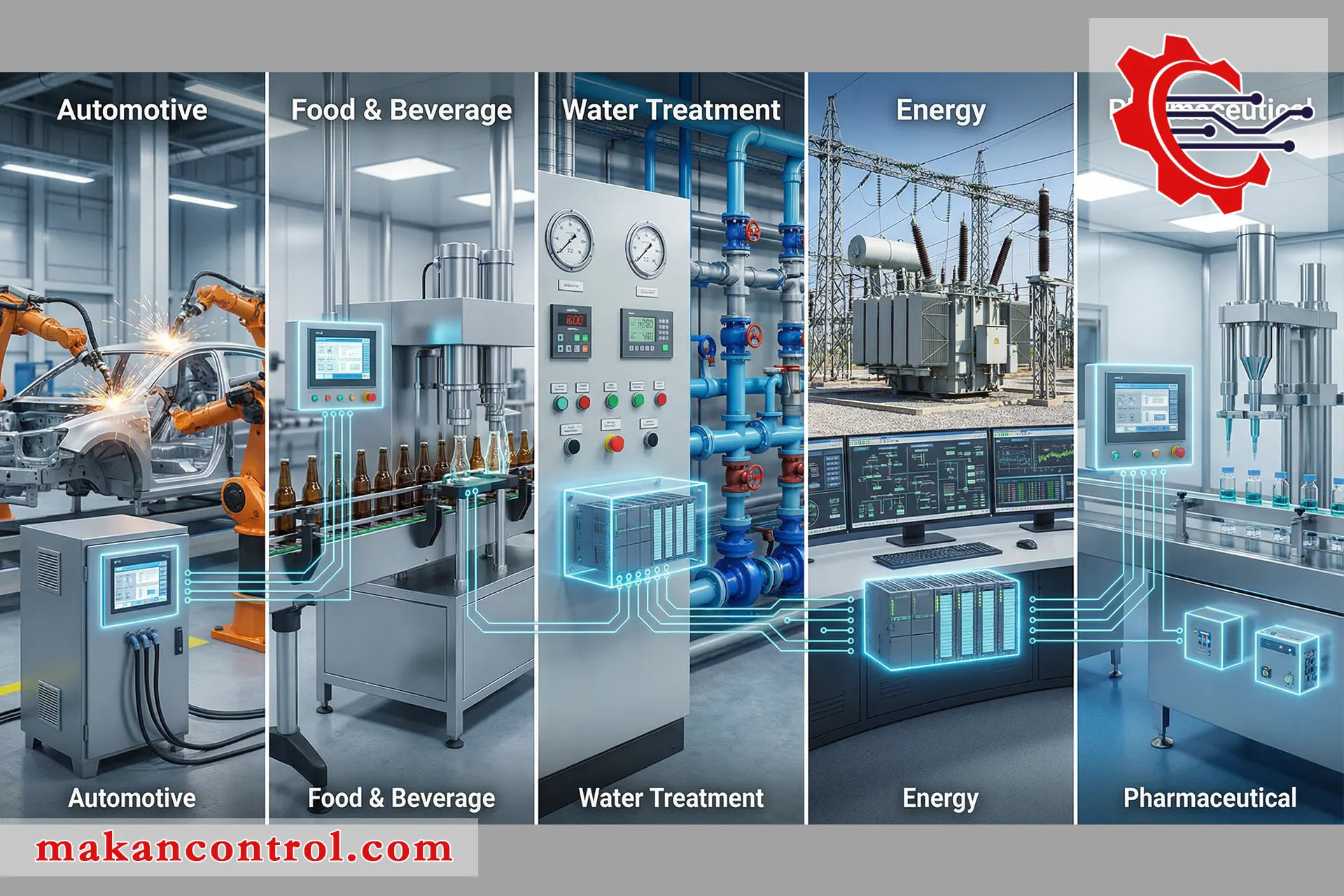
صنعت خودروسازی: تولد دقت و سرعت
خطوط تولید خودرو یکی از اولین و پیشرفتهترین کاربردهای پیالسی صنعتی را به نمایش میگذارند. در این صنعت، کنترلر برنامهپذیر مسئول هماهنگی صدها ربات جوشکار، رنگپاش و مونتاژگر است. دقت زمانی در حد میکروثانیه برای هماهنگی حرکت رباتها ضروری است. کوچکترین تاخیر میتواند منجر به برخورد فیزیکی یا نقص در محصول شود.
برنامهنویسی PLC در اینجا بسیار پیچیده است. سیستم باید بتواند مدلهای مختلف خودرو را روی یک خط تولید شناسایی کند. سپس پارامترهای مخصوص هر مدل را بارگذاری نماید. پیالسی های مورد استفاده در این صنعت معمولاً از نوع پرسرعت و دارای کارت توسعه I/O های مخصوص کنترل حرکتی هستند. ارتباط آنها با رباتها از طریق پروتکلهای اختصاصی مانند PROFINET IRT برقرار میشود.
ایمنی نیز اولویت اصلی است. واحد کنترل منطقی باید سیستمهای ایمنی مانند حفاظهای نوری و حصارهای ایمنی را پایش کند. در صورت ورود یک کارگر به منطقه خطر، سیستم باید بلافاصله تمام حرکات را متوقف سازد. این امر نیازمند PLC های با درجه ایمنی بالا (Safety PLC) است. برای تامین نیازهای این صنعت، ماکان کنترل طیف وسیعی از پی ال سی های پرسرعت و ماژولهای ایمنی را ارائه میدهد.
صنایع غذایی و آشامیدنی: تضمین سلامت و کیفیت
در صنایع غذایی، اتوماسیون صنعتی مبتنی بر PLC نقش دوگانهای ایفا میکند. اولاً، باید دقت فرآیندهای ترکیب، پخت و بستهبندی را تضمین کند. ثانیاً، باید کاملاً با استانداردهای بهداشتی (مانند HACCP و FDA) مطابقت داشته باشد. کنترلر دیجیتال صنعتی در اینجا مسئول ثبت دقیق تمام پارامترهای فرآیند برای قابلیت ردیابی (Traceability) است.
در خطوط پرکن نوشابه، پیالسی سطح مایع در هر بطری را کنترل میکند. در فرآیند پخت نان یا کیک، دما و رطوبت باید در محدودهای بسیار دقیق حفظ شود. سیستمهای شستشوی خودکار (CIP) نیز توسط کنترلر اتوماسیون مدیریت میشوند. این سیستمها باید چرخههای شستشو با آب، مواد شوینده و آبکشی را با زمانبندی دقیق اجرا کنند.
تمیزکردن تجهیزات نیز چالشی است. بسیاری از پیالسی صنعتی های مورد استفاده در این صنعت، دارای بدنه استینلس استیل یا با درجه حفاظت IP69K هستند. این ویژگیها امکان شستشوی فشار قوی را فراهم میآورد. برنامهنویسی PLC در این بخش اغلب شامل توابع پیچیده PID برای کنترل دقیق دما و فشار است. انتخاب منبع تغذیه پایدار نیز برای عملکرد دقیق این سیستمها حیاتی است.
صنایع نفت، گاز و پتروشیمی: کنترل در شرایط سخت
صنایع فرآیندی مانند پالایشگاهها، محیطی چالشبرانگیز برای هر تجهیز الکترونیکی ایجاد میکنند. پیالسی های مورد استفاده در این صنعت باید در برابر دماهای بالا، فشار، لرزش و مواد شیمیایی خورنده مقاوم باشند. اغلب از کنترلرهای برنامهپذیر با استاندارد ضد انفجار (EX-proof) استفاده میشود. این پردازنده صنعتی ها باید سیستمهای ایمنی حیاتی را مدیریت کنند.
کنترل فرآیندهای پیچیده مانند کراکینگ کاتالیزوری یا تقطیر جزء به جزء نیازمند PLC های بسیار قدرتمند است. این سیستمها هزاران نقطه اندازهگیری (دما، فشار، جریان) را پایش میکنند. سپس با استفاده از الگوریتمهای پیشرفته، وضعیت بهینه فرآیند را حفظ مینمایند. سیستم کنترل قابل برنامهریزی در اینجا اغلب بخشی از یک سیستم کنترل توزیعشده (DCS) بزرگتر است.
یکپارچگی با سیستمهای ایمنی مستقل نیز ضروری است. ماژول کنترل منطقی باید با سیستمهای قطع اضطراری (ESD) و سیستمهای حفاظتی (PSD) ارتباط برقرار کند. شبکههای ارتباطی باید فوقالعاده قابل اطمینان باشند. استفاده از سوییچ شبکه های صنعتی با قابلیت Redundancy و پیکربندی Ring در این صنعت رایج است. برای تامین این نیاز، صفحه فروشگاه ماکان کنترل شامل سوییچ شبکه های مقاوم و با قابلیت اطمینان بالا است.
صنایع دارویی: دقت در حد میکروگرم
در تولید دارو، دقت و تکرارپذیری از اهمیت حیاتی برخوردار است. پیالسی در این صنعت باید اطمینان حاصل کند که هر قرص، کپسول یا ویال دقیقاً دارای ترکیب یکسان است. کنترل وزن در دستگاههای پرکن، یکی از حساسترین وظایف کنترلر دیجیتال صنعتی در این بخش است. سیستمهای بینایی ماشین نیز برای بازرسی بصری محصولات با PLC هماهنگ میشوند.
رعایت استاندارد GMP (شرایط خوب تولید) نیازمند ثبت و مستندسازی کامل تمام پارامترها است. پیالسی صنعتی باید تمام دادههای فرآیند را با زمانمهر دقیق ذخیره کند. این دادهها برای بازرسیهای قانونی ضروری هستند. سیستمهای تمیزکردن و استریلیزاسیون نیز به دقت کنترل میشوند. برنامههای شستشو ممکن است دهها مرحله داشته باشند که باید به ترتیب دقیق اجرا شوند.
محیطهای استریل نیز محدودیتهای خاصی ایجاد میکنند. برخی مناطق ممکن است نیاز به PLC های با بدنه خاص یا نصب شده در اتاقهای کنترل جداگانه داشته باشند. ارتباط بیسیم مطمئن بین کنترلر اتوماسیون و اچ ام آی های قابل حمل در این محیطها میتواند مفید باشد. برای راهاندازی چنین سیستمهای حساسی، مشاوره با متخصصین ماکان کنترل از طریق صفحه تماس با ما توصیه میشود.
صنایع بستهبندی و چاپ: سرعت و هماهنگی
خطوط بستهبندی مدرن با سرعتهای حیرتآوری کار میکنند. پیالسی در این صنعت باید هماهنگی دقیقی بین مکانیزمهای مختلف ایجاد کند. به عنوان مثال، در یک دستگاه فرم-فیل-سیل (Form-Fill-Seal)، کنترلر برنامهپذیر باید زمانبندی تشکیل بسته، پرکردن محصول و درزبندی حرارتی را هماهنگ نماید. این هماهنگی در حد میلیثانیه حیاتی است.
کنترل حرکت (Motion Control) بخش بزرگی از برنامهنویسی PLC در این بخش است. پیالسی های مجهز به کارت توسعه I/O های کنترل حرکتی، میتوانند سرو موتورها و استپر موتورها را با دقت بسیار بالا هدایت کنند. این امر برای برش دقیق، چاپ مارک تجاری و قراردادن محصول در موقعیت صحیح ضروری است. سیستمهای بینایی ماشین نیز برای کنترل کیفیت با واحد کنترل منطقی همکاری میکنند.
انعطافپذیری نیز کلیدی است. خطوط بستهبندی امروزی باید بتوانند به سرعت بین اندازههای مختلف بسته یا محصولات متفاوت سوئیچ کنند. پیالسی صنعتی این تغییر را با بارگذری دستورالعملهای جدید از اچ ام آی انجام میدهد. این قابلیت، زمان تنظیم مجدد (Changeover Time) را به حداقل میرساند. برای چنین کاربردهایی، انتخاب PLC با حافظه کافی و قدرت پردازش مناسب ضروری است.
صنایع آب و فاضلاب: مدیریت منابع حیاتی
تصفیهخانههای آب و فاضلاب به شدت بر اتوماسیون صنعتی مبتنی بر PLC متکی هستند. کنترلر دیجیتال صنعتی در اینجا وظیفه مدیریت پمپها، شیرها، هوادهها و سیستمهای فیلتراسیون را بر عهده دارد. هدف، بهینهسازی مصرف انرژی و اطمینان از کیفیت خروجی مطابق با استانداردهای زیستمحیطی است.
در یک تصفیهخانه، پیالسی سطح مخازن، جریان ورودی و خروجی، pH، کدورت و سایر پارامترهای کیفی را پایش میکند. بر اساس این دادهها، زمان کار پمپها و هوادهها را بهینه میسازد. این کار از مصرف بیرویه انرژی جلوگیری میکند. برنامهنویسی PLC در این بخش اغلب شامل الگوریتمهای کنترل پیشبین (Predictive Control) برای تطبیق با تغییرات بار ورودی است.
قابلیت اطمینان نیز بسیار مهم است. قطعی سیستم میتواند منجر به سرریز فاضلاب یا توقف تامین آب آشامیدنی شود. بنابراین، از کنترلرهای برنامهپذیر با ساختار Redundant استفاده میشود. به این معنی که یک PLC پشتیبان همیشه آماده به کار است. شبکههای ارتباطی نیز اغلب دارای مسیرهای جایگزین هستند. سوییچ شبکه های صنعتی با قابلیت ایجاد شبکه Ring، یک انتخاب متداول در این کاربردها است.
صنایع نساجی و تولید الیاف: حفظ یکنواختی
در صنعت نساجی، پیالسی صنعتی وظیفه کنترل پارامترهای دقیقی مانند کشش نخ، سرعت دوکها، دما و رطوبت را بر عهده دارد. در ماشینآلات بافندگی، کنترلر اتوماسیون باید هزاران نخ تار را به طور هماهنگ هدایت کند. کوچکترین ناهماهنگی میتواند منجر به نقص در پارچه شود. سرعت این ماشینآلات نیز بسیار بالا است.
در فرآیند رنگرزی، پیالسی دما، زمان و ترکیب مواد شیمیایی را کنترل میکند تا رنگ یکنواخت و قابل تکرار تولید شود. در تولید فرش ماشینی، پردازنده صنعتی طرحهای پیچیده را به حرکات دقیق سوزنها تبدیل میکند. کارت توسعه I/O های آنالوگ با رزولوشن بالا برای اندازهگیری دقیق کشش و موقعیت استفاده میشوند.
صرفهجویی در مواد نیز اهمیت دارد. سیستم کنترل قابل برنامهریزی میتواند مصرف نخ یا رنگ را بهینه کند. همچنین با تشخیص زودهنگام پارگی نخ، از ضایعات جلوگیری نماید. نگهداری پیشبینانه (Predictive Maintenance) نیز با تحلیل دادههای ارتعاش و دمای بلبرینگها امکانپذیر است. برای صنایع نساجی ایران، ماکان کنترل راهکارهای اتوماسیون صنعتی مقرونبهصرفه و کارآمد ارائه میدهد.
انرژیهای تجدیدپذیر: بهینهسازی تولید پاک
مزارع خورشیدی و نیروگاههای بادی نیز از پیالسی بهره میبرند. در نیروگاه خورشیدی، کنترلر دیجیتال صنعتی سیستم ردیاب خورشید (Solar Tracker) را مدیریت میکند. این سیستم زاویه پنلها را به طور خودکار تنظیم میکند تا بیشترین انرژی جذب شود. PLC همچنین وضعیت اینورترها، دما و عملکرد کلی سیستم را پایش میکند.
در نیروگاه بادی، پیالسی صنعتی پرهها را برای حداکثر بهرهگیری از باد جهتدهی میکند. همچنین در صورت وزش باد با سرعت خطرناک، پرهها را در موقعیت ایمن قفل مینماید. نظارت بر وضعیت گیربکس و ژنراتور نیز بخشی از وظایف کنترلر برنامهپذیر است. این سیستمها اغلب در مکانهای دورافتاده نصب میشوند. بنابراین، قابلیت ارتباط از راه دور و گزارشدهی خودکار ضروری است.
یکپارچهسازی با شبکه سراسری برق نیز نیازمند کنترل دقیق است. واحد کنترل منطقی باید فرکانس و ولتاژ خروجی را مطابق با استاندارد شبکه تنظیم کند. در صورت قطع شبکه، باید به سرعت از آن جدا شود (Anti-Islanding). این عملکردهای حساس نیازمند PLC های سریع و قابل اطمینان هستند. تامین برق پایدار برای این سیستمها با منبع تغذیه های با کیفیت ممکن میشود.
جمعبندی: یک فناوری همهکاره برای چالشهای متنوع
همانطور که مشاهده شد، پیالسی یک فناوری بنیادی است که خود را با نیازهای هر صنعت تطبیق میدهد. از دقت میکرونی در داروسازی تا مقاومت در شرایط انفجاری در پالایشگاهها، کنترلر دیجیتال صنعتی پاسخگوی چالشهای منحصربهفرد است. این انعطافپذیری، کلید موفقیت و محبوبیت گسترده PLC در جهان صنعت است.
انتخاب پیالسی مناسب برای هر صنعت، نیازمند درک دقیق از محیط عملیاتی، الزامات ایمنی و اهداف فرآیندی است. ماکان کنترل با سالها تجربه در خدمترسانی به صنایع مختلف ایران، میتواند بهترین راهکار را به شما پیشنهاد دهد. برای دریافت مشاوره تخصصی، از صفحه تماس با ما استفاده نمایید. همچنین برای مشاهده نمونههای موفق پیادهسازی، صفحه درباره ما را مطالعه فرمایید.
در فصل بعد، به نکات کلیدی در انتخاب و خرید PLC خواهیم پرداخت. این راهنمای عملی به شما کمک میکند تا با در نظر گرفتن فاکتورهای فنی و اقتصادی، بهترین تصمیم را بگیرید. برای دسترسی به کل این مجموعه آموزشی، صفحه اصلی سایت ماکان کنترل را ببینید. مطالب تکمیلی نیز در بخش مقالات منتشر میشوند. رعایت قوانین و مقررات ملی و بینالمللی در هر صنعت، بخشی از موفقیت پروژههای اتوماسیون صنعتی است.
نکات کلیدی در انتخاب و خرید PLC
انتخاب یک کنترلکننده منطقی قابل برنامهریزی مناسب، یکی از مهمترین تصمیمات در طراحی یک سیستم اتوماسیون صنعتی است. این انتخاب بر عملکرد، قابلیت توسعه، هزینه نگهداری و طول عمر کل سیستم تأثیر مستقیم میگذارد. این فصل به عنوان یک راهنمای عملی، معیارهای فنی و اقتصادی انتخاب پیالسی را بررسی میکند تا بتوانید بهترین سرمایهگذاری را برای واحد صنعتی خود انجام دهید.
ارزیابی اولیه: تعیین نیازهای واقعی پروژه
پیش از مطالعه کاتالوگ محصولات، باید نیازهای پروژه را به دقت تحلیل کنید. اولین قدم، شمردن تعداد ورودیها و خروجیهای مورد نیاز است. این شمارش باید با در نظر گرفتن توسعه احتمالی در آینده انجام شود. معمولاً توصیه میشود حداقل ۲۰ تا ۳۰ درصد به تعداد محاسبهشده اضافه کنید. این ذخیره برای توسعههای آتی ضروری خواهد بود.
نوع سیگنالها نیز مهم است. آیا به ورودی/خروجی دیجیتال ساده نیاز دارید؟ یا سیگنالهای آنالوگ (مانند دما، فشار) نیز باید پردازش شوند؟ سرعت پاسخگویی کنترلر دیجیتال صنعتی نیز یک فاکتور کلیدی است. برای کنترل موتورهای سروو یا عملیات پرسرعت، به پیالسی های با زمان سیکل اسکن کوتاه نیاز دارید. محیط نصب (دما، رطوبت، نویز) نیز محدودیتهایی ایجاد میکند.
اندازه برنامه و پیچیدگی منطق کنترلی نیز تأثیرگذار است. برنامههای ساده با چند تایمر و شمارنده، نیاز به حافظه کمی دارند. اما برنامههای پیچیده با توابع ریاضی، کنترل PID و ارتباطات شبکهای، به پردازنده صنعتی قویتر و حافظه بیشتری نیازمندند. برای تحلیل دقیق نیازهای خود، مشاوره با مهندسین مجرب ماکان کنترل از طریق صفحه تماس با ما توصیه میشود.
انتخاب CPU: قدرت پردازش و حافظه
واحد پردازش مرکزی (CPU) مغز پیالسی محسوب میشود. اولین معیار در انتخاب CPU، سرعت اجرای دستورات است. این سرعت معمولاً با زمان اجرای یک کیلوبایت کد یا زمان سیکل اسکن اندازهگیری میشود. برای کاربردهای معمولی، زمان سیکل در حد میلیثانیه کافی است. اما برای کنترل حرکت با فرکانس بالا، به زمانهای در حد میکروثانیه نیاز دارید.
حجم حافظه کاربر (User Memory) دومین فاکتور مهم است. این حافظه برای ذخیره برنامه کاربر، توابع و دادهها استفاده میشود. بهتر است همیشه بیشتر از نیاز فعلی برنامهریزی کنید. انتخاب کنترلر برنامهپذیر با حافظه کافی، از محدودیت در آینده جلوگیری میکند. برخی CPUهای پیشرفته، حافظههای کارت SD برای بکآپ گیری و ذخیره دادههای تاریخی نیز دارند.
قابلیتهای ارتباطی CPU نیز حیاتی است. یک واحد کنترل منطقی مدرن باید حداقل دارای یک پورت اترنت و یک پورت سریال باشد. پورت اترنت برای برنامهریزی، ارتباط با اچ ام آی و اتصال به سوییچ شبکه صنعتی استفاده میشود. پورت سریال نیز ممکن است برای اتصال به دستگاههای قدیمی با پروتکلهایی مانند Modbus RTU لازم باشد. برای پروژههای بزرگ، CPU با چند پورت اترنت میتواند مفید باشد.
ماژولهای ورودی و خروجی: کیفیت و قابلیت اطمینان
ماژولهای I/O کانال ارتباطی سیستم کنترل قابل برنامهریزی با دنیای خارج هستند. کیفیت این ماژولها به طور مستقیم بر پایداری سیستم تأثیر میگذارد. در انتخاب ماژولهای دیجیتال، به ولتاژ کاری (معمولاً ۲۴V DC) و جریان خروجی توجه کنید. ماژولهای رلهای برای بارهای با جریان بالا مناسبترند. اما عمر مکانیکی محدودی دارند.
ماژولهای آنالوگ نیاز به دقت بیشتری در انتخاب دارند. رزولوشن (معمولاً ۱۲ بیت یا ۱۶ بیت) تعیینکننده دقت اندازهگیری است. همچنین نوع سیگنال (ولتاژ ۰-۱۰V یا جریان ۴-۲۰mA) باید با ترانسمیترهای شما سازگار باشد. برخی ماژولهای آنالوگ پیشرفته، قابلیت تشخیص قطعی سیم (Wire Break) و فیلتر نویز را نیز ارائه میدهند.
تراکم نقاط در هر ماژول نیز مهم است. ماژولهای ۸، ۱۶ یا ۳۲ کاناله موجود هستند. ماژولهای با تراکم کمتر، معمولاً قابلیت اطمینان بیشتری دارند. زیرا خرابی یک کانال، تأثیر کمتری بر کل سیستم میگذارد. همچنین اتصال سیمها به ترمینالهای با فاصله مناسب، راحتتر است. برای توسعه سیستم، امکان افزودن کارت توسعه I/O باید از ابتدا در نظر گرفته شود.
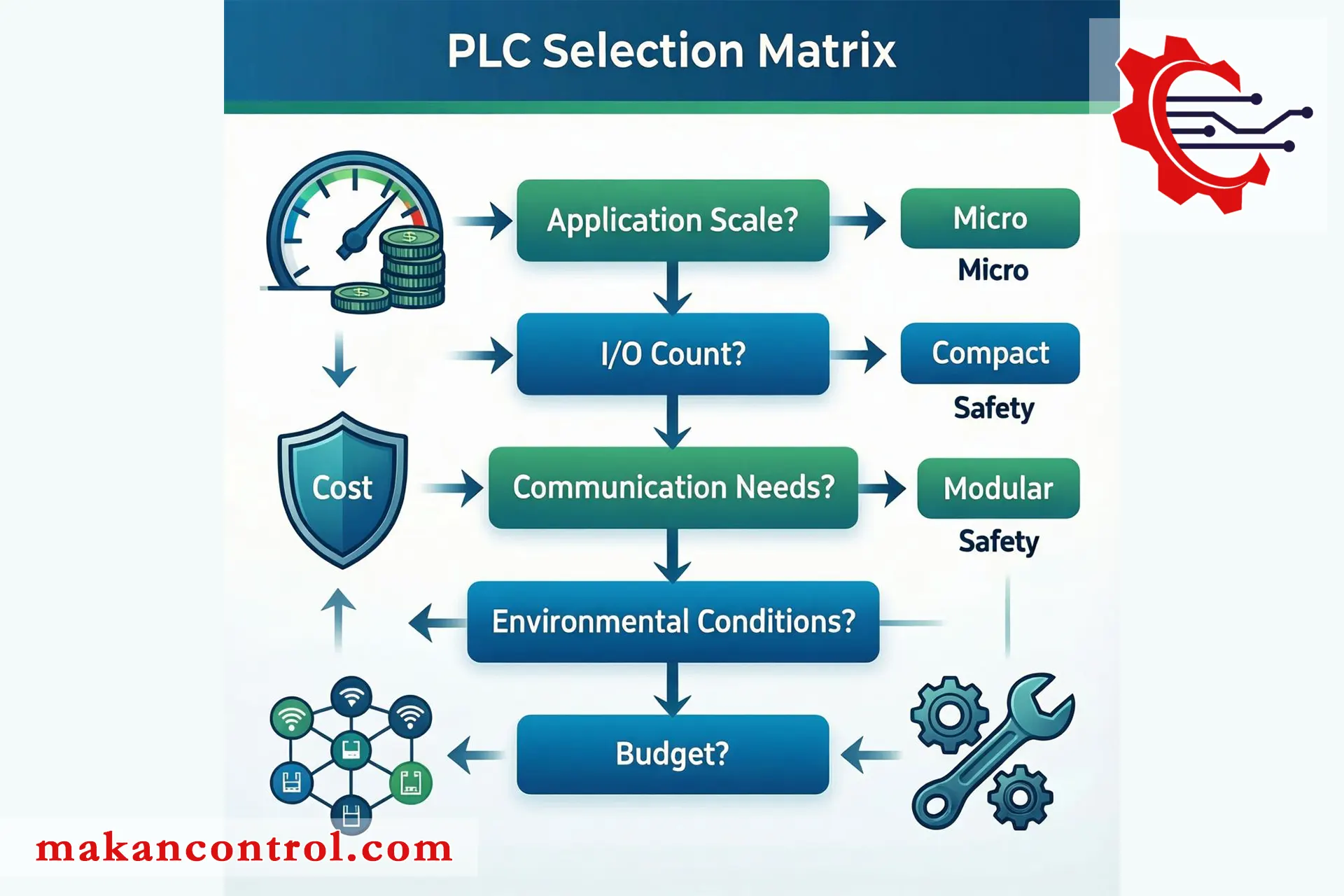
ملاحظات ارتباطی و شبکهای
در دنیای امروز، یک پیالسی صنعتی به ندرت به صورت ایزوله کار میکند. بنابراین، قابلیتهای ارتباطی آن باید با دقت انتخاب شوند. پروتکلهای مورد نیاز بستگی به دستگاههای موجود در پروژه دارد. اگر از درایوهای یک برند خاص استفاده میکنید، کنترلر دیجیتال صنعتی باید از پروتکل ارتباطی آن پشتیبانی کند.
پروتکلهای رایج شامل PROFINET، EtherNet/IP، Modbus TCP و Ethernet POWERLINK هستند. اگر سیستم شما نیاز به هماهنگی زمانی بسیار دقیق (زیر میلیثانیه) دارد، به پروتکلهای همزمان (Synchronous) مانند PROFINET IRT نیاز خواهید داشت. در نظر گرفتن سوییچ شبکه های سازگار با این پروتکلها نیز بخشی از فرآیند انتخاب است. سوییچ شبکه های صنعتی مدیریتشده، قابلیتهای پیشرفتهای برای اولویتبندی ترافیک ارائه میدهند.
ارتباط با سطح مدیریت (MES/ERP) نیز ممکن است مورد نیاز باشد. در این حالت، پیالسی باید بتواند دادهها را در قالبهای استاندارد (مانند OPC UA) ارائه دهد. برخی کنترلرهای اتوماسیون پیشرفته دارای وب سرور داخلی هستند. این ویژگی امکان مانیتورینگ ساده از طریق مرورگر وب را فراهم میآورد. این موضوع میتواند نیاز به اچ ام آی های اضافه را کاهش دهد.
منبع تغذیه و ملاحظات انرژی
تامین برق پایدار و تمیز، شرط لازم برای عملکرد قابل اطمینان پیالسی است. منبع تغذیه انتخاب شده باید توان کافی برای تامین تمام ماژولها را داشته باشد. محاسبه توان باید با در نظر گرفتن جریان راهاندازی ماژولها و هرگونه بار خارجی متصل به خروجیها انجام شود. بهتر است ظرفیت منبع تغذیه حداقل ۲۰ درصد بیشتر از محاسبات باشد.
کیفیت برق ورودی نیز مهم است. در محیطهای صنعتی پرنویز، استفاده از منبع تغذیه با فیلتر EMI و حفاظت در برابر نوسانات ولتاژ ضروری است. برخی منابع تغذیه صنعتی، قابلیت پشتیبانی از باتری برای حفظ اطلاعات در هنگام قطع برق (Retentive Memory) را نیز دارند. این ویژگی برای برنامههای بحرانی میتواند حیاتی باشد.
مدیریت انرژی کل سیستم نیز باید مد نظر قرار گیرد. استفاده از خازن و تجهیزات بانک خازنی برای اصلاح ضریب توان، میتواند از بارگذاری اضافه بر منبع تغذیه جلوگیری کند. بانک خازنی مناسب، همچنین نویز هارمونیک را کاهش میدهد. این نویز میتواند بر عملکرد دقیق ماژولهای آنالوگ تأثیر منفی بگذارد. کیفیت سیم و کابل های استفادهشده در مسیر توان نیز بر افت ولتاژ و ایمنی سیستم موثر است.
محیط برنامهنویسی و پشتیبانی نرمافزاری
نرمافزار برنامهنویسی، رابط بین مهندس و کنترلر برنامهپذیر است. کاربرپسند بودن این محیط، تاثیر مستقیمی روی بهرهوری تیم مهندسی دارد. قبل از انتخاب، بهتر است نسخه دموی نرمافزار را تست کنید. قابلیتهایی مانند دیباگر پیشرفته، شبیهسازی آنلاین و کتابخانههای آماده میتوانند زمان توسعه را به شدت کاهش دهند.
هزینه نرمافزار نیز بخش مهمی از بودجه پروژه است. برخی سازندگان، نرمافزار پایه را به صورت رایگان ارائه میدهند. اما برای ماژولهای پیشرفته (مانند Motion Control) نیاز به خرید لایسنس اضافه دارید. همچنین به روزرسانیهای آتی و پشتیبانی فنی نرمافزار را در نظر بگیرید. برنامهنویسی PLC با استاندارد IEC 61131-3 مزیت بزرگی است. زیرا مستقل از سازنده خاصی خواهد بود.
ایمنی و قابلیت اطمینان
برای کاربردهای حساس، ایمنی یک اولویت مطلق است. پیالسی های معمولی برای کنترل ایمنی کافی نیستند. در این موارد باید از کنترلرهای ایمنی (Safety PLC) استفاده کرد. این کنترلرها دارای معماری冗余، خودآزمایی دورهای و پروتکلهای ارتباطی ایمن هستند. آنها مطابق با استانداردهای SIL (سطح یکپارچگی ایمنی) یا PL (سطح عملکرد) رتبهبندی میشوند.
حتی برای کاربردهای غیرایمنی، قابلیت اطمینان مهم است. پیالسی صنعتی باید برای کار مداوم ۲۴ ساعته و ۷ روز هفته طراحی شده باشد. میانگین زمان بین خرابی (MTBF) یک شاخص مهم است. همچنین در دسترس بودن قطعات یدکی و زمان تعمیر باید مورد توجه قرار گیرد. انتخاب برندی با خدمات پس از فروش قوی در ایران، مانند محصولات ارائهشده توسط ماکان کنترل، ریسک توقف تولید را کاهش میدهد.
شرایط محیطی نیز بر قابلیت اطمینان تأثیر میگذارد. پیالسی باید دارای درجه حفاظت (IP Rating) مناسب برای محیط نصب باشد. برای محیطهای پرگردوغبار، IP65 حداقل لازم است. همچنین محدوده دمای کاری باید با محیط مطابقت داشته باشد. خنککاری مناسب (مثلاً با هیتسینک یا فن) نیز برای طول عمر قطعات الکترونیکی حیاتی است.
مقایسه برندها و تامینکنندگان
بازار PLC بسیار متنوع است. برندهای بینالمللی مانند Siemens، Allen-Bradley، Schneider Electric و Mitsubishi سهم عمدهای دارند. هر برند نقاط قوت و ضعف خاص خود را دارد. به عنوان مثال، برخی در صنایع فرآیندی قویتر هستند. برخی دیگر در کنترل گسسته مزیت دارند. مقایسه باید بر اساس نیازهای پروژه شما انجام شود، نه صرفاً محبوبیت برند.
تامینکننده محلی نیز به اندازه برند مهم است. تامینکننده باید بتواند پشتیبانی فنی، آموزش، تحویل به موقع قطعات و خدمات پس از فروش ارائه دهد. ماکان کنترل به عنوان یک تامینکننده معتمد، علاوه بر ارائه محصولات با کیفیت، کلیه این خدمات را به مشتریان خود ارائه میدهد. برای آشنایی با تعهدات ما، صفحه درباره ما را مطالعه فرمایید.
هزینه کل مالکیت (TCO) را در نظر بگیرید. این هزینه فقط قیمت اولیه پیالسی نیست. بلکه شامل هزینه نرمافزار، ماژولهای اضافی، آموزش، نگهداری و احتمال خرابی نیز میشود. گاهی یک کنترلر دیجیتال صنعتی با قیمت اولیه بالاتر، به دلیل قابلیت اطمینان بیشتر و هزینه نگهداری پایینتر، در بلندمدت مقرونبهصرفهتر خواهد بود.
جمعبندی: رویکرد سیستماتیک برای انتخاب بهینه
انتخاب پیالسی یک فرآیند چندمرحلهای است که باید تعادل بین عملکرد، قابلیت اطمینان، هزینه و قابلیت توسعه برقرار کند. بهترین راهکار، شروع با یک مشاوره فنی تخصصی است. کارشناسان با تجربه میتوانند نیازهای پنهان پروژه را شناسایی کنند. آنها همچنین از آخرین فناوریها و محصولات بازار مطلع هستند.
پیشنهاد میشود انتخاب را با در نظر گرفتن افق بلندمدت انجام دهید. صنعت به سرعت در حال تحول است. پیالسی انتخاب شده باید بتواند با فناوریهای نوظهور مانند IIoT و Edge Computing نیز همگام باشد. سرمایهگذاری روی زیرساخت ارتباطی قوی و پردازنده صنعتی با قدرت کافی، میتواند از هزینههای سنگین ارتقا در آینده جلوگیری کند.
در نهایت، به خاطر داشته باشید که PLC فقط یک قطعه از پازل اتوماسیون صنعتی است. هماهنگی آن با درایو و سافت استارتر، اچ ام آی، سنسورها و شبکه صنعتی است که نتیجه نهایی را مشخص میکند. ماکان کنترل با دیدگاه جامع خود، میتواند در طراحی و تامین این سیستم یکپارچه شما را یاری کند.
این بخش، راهنمای عملی برای عبور از پیچیدگیهای بازار PLC بود. در بخش پایانی، تمام مطالب ارائهشده را جمعبندی کرده و نقشه راه عملی برای پیادهسازی موفق ارائه خواهیم داد. مطالب تکمیلی نیز در بخش مقالات منتشر میشوند. رعایت قوانین و مقررات داخلی شرکت و استانداردهای بینالمللی در تمام مراحل انتخاب و خرید ضروری است.
نتیجهگیری و نقشه راه عملی پیادهسازی PLC
سفر اکتشاف ما در دنیای کنترلکننده منطقی قابل برنامهریزی به نقطه پایانی میرسد. این سفر آموزشی از تعریف پایهای PLC آغاز شد و تا پیچیدهترین مباحث انتخاب و برنامهنویسی پیش رفت. اکنون زمان جمعبندی و ترسیم یک نقشه راه عملی است. پیالسی به عنوان ستون فقرات اتوماسیون صنعتی مدرن، نه تنها یک دستگاه، بلکه یک استراتژی تحولآفرین است که میتواند رقابتپذیری واحدهای تولیدی را متحول سازد.
بازنگری بر مهمترین یافتهها
در طول این فصول دریافتیم که پیالسی صنعتی راهحلی انعطافپذیر، قابل اطمینان و مقرونبهصرفه برای کنترل فرآیندها است. این کنترلر دیجیتال صنعتی با جایگزینی سیستمهای رلهای قدیمی، نه تنها فضای فیزیکی را آزاد کرده، بلکه امکان تغییر و توسعه آسان سیستم را فراهم میآورد. استاندارد IEC 61131-3 نیز زبان مشترکی برای برنامهنویسی PLC ایجاد کرده است.
کاربردهای متنوع PLC — از خودروسازی تا داروسازی — نشان داد که این فناوری محدود به صنعت خاصی نیست. بلکه یک ابزار جهانی است که با توجه به نیازهای هر حوزه، پیکربندی میشود. انتخاب صحیح پیالسی نیز نیازمند توجه همزمان به فاکتورهای فنی، اقتصادی و محیطی است. سرمایهگذاری هوشمندانه در این بخش، بازدهی قابل توجهی در بلندمدت خواهد داشت.
نقشه راه چهار مرحلهای برای پیادهسازی موفق
برای تبدیل دانش به عمل، این نقشه راه گامبهگام را دنبال کنید:
مرحله اول: تحلیل و نیازسنجی
پیش از هر اقدامی، فرآیند خود را به دقت بررسی کنید. نقاط درد، گلوگاهها و اهداف کمی (مانند افزایش ۲۰ درصدی تولید یا کاهش ۱۵ درصدی انرژی) را مشخص نمایید. تعداد و نوع ورودی/خروجیهای مورد نیاز را لیست کنید. شرایط محیطی (دما، رطوبت، نویز) را ثبت نمایید. این مرحله پایه همه تصمیمات بعدی است. برای مشاوره در این بخش، کارشناسان ماکان کنترل آماده کمک هستند.
مرحله دوم: طراحی سیستم و انتخاب تجهیزات
بر اساس نیازسنجی، معماری سیستم را طراحی کنید. پیالسی مناسب، منبع تغذیه پایدار، کارت توسعه I/O های لازم و سوییچ شبکه های صنعتی را انتخاب نمایید. به قابلیت توسعه آینده توجه خاصی داشته باشید. پیشنهاد فنی و اقتصادی را از حداقل دو تامینکننده معتبر دریافت کنید. مقایسه را بر اساس کیفیت، پشتیبانی و هزینه کل مالکیت انجام دهید.
مرحله سوم: اجرا، برنامهنویسی و راهاندازی
پس از تامین تجهیزات، نصب فیزیکی و سیمکشی با رعایت استانداردها انجام شود. برنامهنویسی PLC باید ماژولار و به خوبی مستندسازی گردد. تستهای جامع قبل از راهاندازی واقعی ضروری است. آموزش اپراتورها و تکنسینهای نگهداری نیز در این مرحله کلیدی است. یک کنترلر برنامهپذیر قدرتمند، تنها با تیم انسانی توانمند به حداکثر بازدهی میرسد.
مرحله چهارم: پایش، بهینهسازی و توسعه
پیادهسازی پیالسی صنعتی پایان کار نیست. عملکرد سیستم را به طور مستمر پایش کنید. دادههای ثبتشده را تحلیل نمایید. نقاط بهینهسازی را شناسایی کنید. بهروزرسانی نرمافزار و توسعه قابلیتهای جدید را در برنامه بلندمدت خود قرار دهید. اتوماسیون صنعتی یک سفر دائمی به سوی کارایی بیشتر است. مطالعه مقالات بهروز در این زمینه بسیار مفید خواهد بود.

توصیههای پایانی برای تصمیمگیرندگان
اگر در آستانه تصمیمگیری برای خرید PLC هستید، این نکات نهایی را مد نظر قرار دهید:
دانش را در اولویت قرار دهید. سرمایهگذاری روی آموزش تیم فنی، حتی از خرید تجهیزات مهمتر است. یک واحد کنترل منطقی پیشرفته در دستان افراد ناآشنا، نمیتواند معجزه کند.
از کوچک شروع کنید. اگر اولین پروژه اتوماسیون صنعتی شماست، با یک بخش محدود و قابل کنترل آغاز کنید. موفقیت در این بخش کوچک، انگیزه و تجربه برای گسترش سیستم را فراهم میآورد. پروژه پایلوت، سرمایهگذاری پرریسک را به فرصتی برای یادگیری تبدیل میکند.
شریک فنی معتبر انتخاب کنید. PLC تنها یک کالا نیست. بلکه نیازمند خدمات نصب، راهاندازی، پشتیبانی و تامین قطعات است. ماکان کنترل با پایبندی به قوانین و مقررات حرفهای، تعهد خود را به همراهی بلندمدت با مشتریان اثبات کرده است. برای آشنایی با این تعهدات، صفحه درباره ما را ببینید.
به آینده فکر کنید. فناوری به سرعت در حال تحول است. کنترلر اتوماسیون انتخابی شما باید امکان اتصال به فناوریهای نوین مانند IIoT و هوش مصنوعی را داشته باشد. سرمایهگذاری روی زیرساخت شبکه قوی با سوییچ شبکه های مناسب و پیالسی های با قابلیت ارتباطی گسترده، از هزینههای آینده میکاهد.
چشمانداز نهایی: حرکت به سمت صنعت هوشمند
پیالسی امروز، تنها یک کنترلر نیست. بلکه دروازهای به سوی صنعت ۴.۰ است. این دستگاه با جمعآوری دادههای عملیاتی، خوراک سیستمهای تحلیل پیشرفته را فراهم میآورد. آینده از آنِ کارخانههایی است که بتوانند از دادههای سیستم کنترل قابل برنامهریزی خود برای پیشبینی، بهینهسازی و تصمیمگیری هوشمند استفاده کنند.
این تحول نیازمند همگرایی پردازنده صنعتی با سایر تجهیزات است. درایو و سافت استارتر های هوشمند، اچ ام آی های پیشرفته، شبکههای صنعتی پرسرعت و سیستمهای ابری، حلقههای این زنجیره ارزش هستند. ماکان کنترل با درک این اکوسیستم پیچیده، راهکارهای یکپارچه و هماهنگ ارائه میدهد.
سخن آخر
مطالعه این مقاله پایان کار نیست، بلکه آغاز یک تصمیمگیری آگاهانه است. اتوماسیون صنعتی مبتنی بر PLC یک انتخاب استراتژیک برای بقا و رشد در بازار رقابتی امروز است. تعلل در این مسیر، به معنای از دست دادن فرصتهای بهبود بهرهوری، کیفیت و ایمنی است.
ماکان کنترل به عنوان یک شریک راهبردی، آماده است تا در تمام مراحل این تحول — از مشاوره اولیه تا طراحی، تامین، اجرا و پشتیبانی — در کنار شما باشد. برای برداشتن اولین گام، کافیست از طریق صفحه تماس با ما با تیم کارشناسی ما ارتباط برقرار کنید.