



09
آوریل
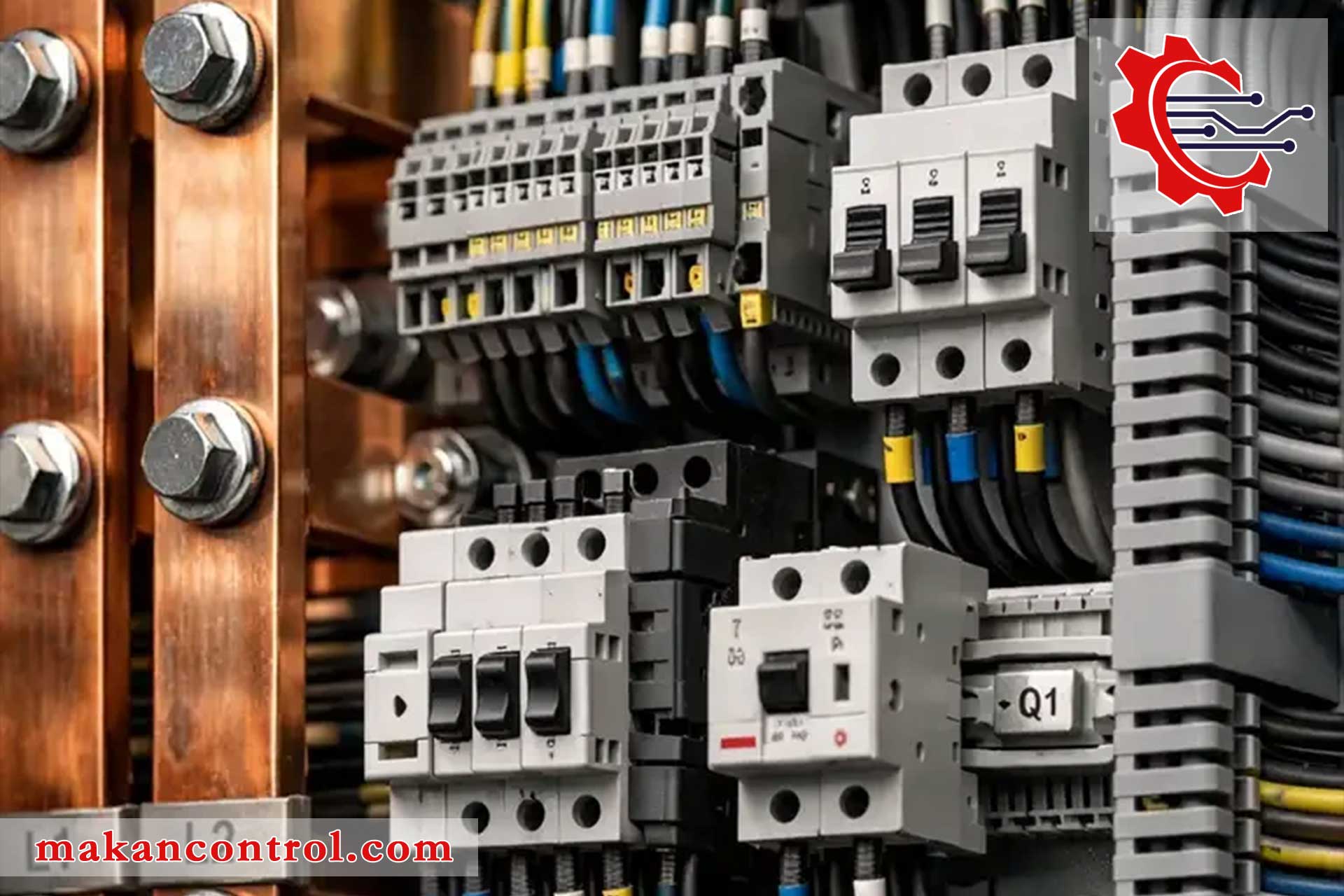
در عصر حاضر، اتوماسیون صنعتی یا همان سیستمهای خودکارسازی فرآیندها، به ستون فقرات تولید مدرن تبدیل شده است. این تکنولوژی نه تنها باعث افزایش دقت میشود، بلکه هزینههای عملیاتی را به شکل چشمگیری کاهش میدهد. مجموعه ماکان کنترل با درک این نیاز اساسی، بستری فراهم کرده است تا متخصصان بتوانند به بهترین تجهیزات دسترسی داشته باشند. هوشمندسازی صنایع امروزه دیگر یک انتخاب نیست، بلکه ضرورتی اجتنابناپذیر برای بقا در بازار رقابتی است.
صنعت برق و کنترل به سرعت در حال تغییر است و مفاهیم سنتی جای خود را به سیستمهای یکپارچه دادهاند. اگر به دنبال ارتقای سیستمهای خود هستید، بازدید از بخش فروشگاه میتواند اولین قدم موثر باشد. در این مسیر، شناخت دقیق قطعات و نحوه عملکرد آنها اهمیت بالایی دارد. ما در این مقاله بلند، تمامی جوانب این حوزه را بررسی خواهیم کرد تا راهنمایی جامع برای شما باشد.
استفاده از سیستمهای هوشمند باعث میشود که خطاهای انسانی به حداقل برسد و کیفیت محصول نهایی یکنواخت باقی بماند. اتوماسیون صنعتی به مدیران کارخانهها اجازه میدهد تا نظارت دقیقتری بر روی مصرف انرژی و راندمان دستگاهها داشته باشند. برای آشنایی بیشتر با رویکردهای ما، میتوانید صفحه درباره ما را مطالعه کنید. این سیستمها از ترکیب سختافزارهای قدرتمند و نرمافزارهای پیشرفته تشکیل شدهاند.
تجهیزاتی مانند پی ال سیها و درایوها در قلب این تغییرات قرار دارند و وظیفه کنترل دقیق حرکات و فرآیندها را بر عهده میگیرند. در وبسایت ما، بخش وبلاگ محتواهای آموزشی متعددی را برای درک بهتر این مفاهیم فراهم کرده است. یادگیری مداوم در این حوزه، کلید موفقیت هر مهندس برق یا تکنسین فنی است.
هر سیستم خودکار از چندین بخش اساسی تشکیل شده است که هماهنگی بین آنها منجر به خروجی مطلوب میشود. از سنسورها که نقش حواس سیستم را دارند تا عملگرها که دستورات را اجرا میکنند، همگی باید با دقت انتخاب شوند. برای انتخاب بهینه این قطعات، مراجعه به دسته بندی اتوماسیون صنعتی در وبلاگ بسیار مفید خواهد بود.
جدول زیر برخی از اجزای پایه و نقش آنها را نشان میدهد:
| نام قطعه | نقش اصلی در سیستم | مثال کاربردی |
|---|---|---|
| PLC | پردازشگر و مغز سیستم | خطوط مونتاژ |
| HMI | رابط کاربری و نمایشگر | مانیتورینگ دما |
| اینورتر | کنترل دور موتور | نوار نقاله |
| سنسور | جمعآوری داده | شمارش محصول |
ما در مجموعه خود متعهد به ارائه کالاهای اصل و با کیفیت از برندهای برتر جهانی هستیم. شفافیت در فروش و رعایت قوانین و مقررات اصول اولیه فعالیت ماست. مشتریان ما میتوانند با اطمینان کامل نسبت به استعلام قیمت و خرید اقدام نمایند. همچنین برای موارد خاص، امکان تامین محصولات خاص فراهم شده است تا هیچ پروژهای به دلیل نبود قطعه متوقف نشود.
ارتباط مستمر با مشتریان از اولویتهای ماست و شما میتوانید از طریق صفحه تماس با ما با کارشناسان در ارتباط باشید. هدف ما در صفحه اصلی سایت، ایجاد دسترسی سریع به تمامی دستهبندیهای مورد نیاز شماست. با ما همراه باشید تا در فصول بعدی به شکلی عمیقتر به مباحث فنی بپردازیم.
در این مقاله ۲۰ فصلی، قصد داریم از پایه تا پیشرفتهترین مباحث اتوماسیون صنعتی را پوشش دهیم. از بررسی تخصصی برندهایی مثل محصولات برند زیمنس (SIEMENS) تا تحلیل دقیق کابلها و کلیدهای قدرت. این محتوا به گونهای تدوین شده که هم برای دانشجویان و هم برای مهندسان با سابقه مفید باشد.
همچنین در پایان این سفر آموزشی، پاسخ به سوالات متداول شما را گنجاندهایم تا هیچ ابهامی باقی نماند. اگر به دنبال واژگان تخصصی هستید، دسته بندی واژه نامه تخصصی منبعی عالی برای شماست. بیایید با هم وارد دنیای شگفتانگیز هوشمندسازی صنعتی شویم.

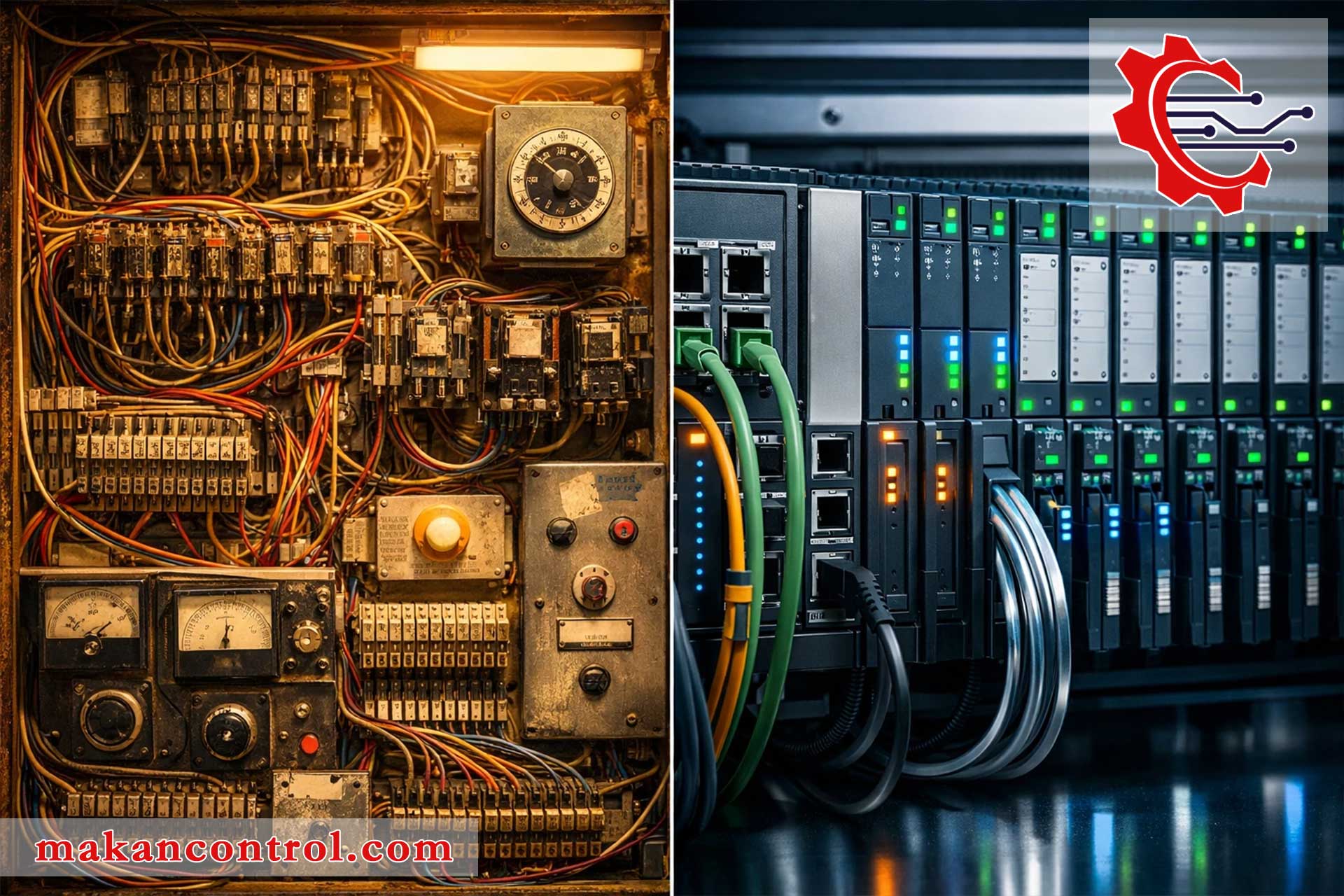
تاریخچه اتوماسیون صنعتی با انقلاب صنعتی اول گره خورده است، جایی که ماشینهای بخار جایگزین نیروی عضلانی شدند. اما تحول واقعی زمانی رخ داد که الکتریسیته وارد کارخانهها شد و امکان کنترل دقیقتر فراهم گردید. در ابتدا، سیستمهای کنترلی مبتنی بر رلههای الکترومکانیکی بودند که حجم بسیار زیادی را اشغال میکردند. امروزه با پیشرفت تکنولوژی، تمامی آن سیستمهای پیچیده در یک پی ال سی PLC کوچک خلاصه شدهاند.
در دهههای ۱۹۶۰ و ۱۹۷۰، ظهور مدارهای مجتمع باعث شد تا سیستمهای دیجیتال جایگزین سیستمهای آنالوگ شوند. این دوران شروع شکوفایی هوشمندسازی کارخانهها به معنای مدرن آن بود. برای درک بهتر این مفاهیم علمی، مطالعه دسته بندی دانش فنی به شما پیشنهاد میشود. در آن زمان، برندهایی مانند زیمنس و اشنایدر پیشگامان این عرصه بودند.
قبل از ابداع PLC، عیبیابی یک تابلو برق با صدها رله کار بسیار دشواری بود که ساعتها وقت میگرفت. با ورود تجهیزات جدید، انعطافپذیری سیستمها به شدت افزایش یافت و تغییر در فرآیند تولید تنها با چند خط برنامهنویسی ممکن شد. اگر به دنبال یادگیری روشهای نوین هستید، بخش دسته بندی نصب و عیب یابی اطلاعات ارزشمندی دارد.
تغییرات در حوزه کنترل موتورها نیز بسیار چشمگیر بوده است. جایگزینی ضربتی استارترهای قدیمی با اینورتر باعث شد تا مصرف برق به شدت کاهش یابد. این تحولات نشاندهنده مسیر رو به رشد اتوماسیون صنعتی در جهت بهرهوری بیشتر است. امروزه ما در آستانه نسل چهارم صنعت (Industry 4.0) قرار داریم که در آن دادهها حرف اول را میزنند.
در گذشته، تجهیزات برندهای مختلف نمیتوانستند با یکدیگر ارتباط برقرار کنند، اما امروزه استانداردسازی باعث شده تا محصولات برند اشنایدر (SCHNEIDER) به راحتی با سایر سیستمها یکپارچه شوند. پروتکلهایی مانند Modbus و Profibus انقلابی در شبکههای صنعتی ایجاد کردند. این هماهنگی باعث شده تا مدیریت سیستمها از راه دور امکانپذیر شود.
برای اتصال این تجهیزات به یکدیگر، استفاده از تجهیزات شبکه با کیفیت ضروری است. به عنوان مثال، یک سویچ شبکه صنعتی باید بتواند در شرایط سخت محیطی کارخانه دوام بیاورد. در دنیای امروز، سرعت انتقال دادهها به اندازه قدرت پردازش اهمیت دارد.
رابط بین انسان و ماشین نیز دچار تحول بزرگی شده است. از لامپهای سیگنال ساده به اچ آی ام HIM های لمسی و گرافیکی رسیدهایم که تمام جزئیات سیستم را نمایش میدهند. این ابزارها به اپراتور اجازه میدهند تا بدون نیاز به باز کردن تابلو برق، پارامترها را تغییر دهد. این سطح از دسترسی، ایمنی کار را نیز به طرز محسوسی بالا برده است.
لیست زیر برخی از مراحل مهم این تکامل را نشان میدهد:
امروزه اتوماسیون صنعتی به سمت استفاده از منابع پاک حرکت میکند. سیستمهای انرژی خورشیدی در حال ادغام با شبکههای برق صنعتی هستند تا هزینههای جاری را کاهش دهند. این رویکرد نه تنها اقتصادی است، بلکه به حفظ محیط زیست نیز کمک میکند. ما در ماکان کنترل آمادهایم تا تجهیزات لازم برای این تحول سبز را فراهم آوریم.
در نهایت، نگاه به گذشته نشان میدهد که مسیر پیش رو همواره به سمت سادگی در اجرا و پیچیدگی در عملکرد است. برای بررسی و مقایسه آخرین مدلهای موجود در بازار، میتوانید از دسته بندی مقایسه ی محصولات استفاده کنید. این دانش به شما کمک میکند تا همیشه یک قدم جلوتر از رقبا باشید و سیستمهای خود را به روز نگه دارید.
ارتباط با ما از طریق ایمیل: info.makancontrol@gmail.com
اگر پردازندهها (PLC) مغز متفکر سیستمهای اتوماسیون صنعتی باشند و شبکههای کابلکشی نقش سیستم عصبی را ایفا کنند، بدون شک تجهیزات ابزار دقیق و سنسورها چشمها، گوشها و حس لامسه این ساختار هوشمند هستند. یک سیستم کنترل هرچقدر هم که قدرتمند باشد، بدون دریافت اطلاعات لحظهای و دقیق از محیط پیرامون و وضعیت ماشینآلات، قادر به تصمیمگیری صحیح نخواهد بود. کیفیت محصول نهایی، ایمنی پرسنل و جلوگیری از خرابی تجهیزات، همگی در گرو عملکرد بینقص این حسگرهاست.
مهندسان ابزار دقیق وظیفه دارند تا کمیتهای فیزیکی و شیمیایی مانند فشار، دما، سطح مایعات، دبی (جریان) و حتی غلظت گازها را به سیگنالهای الکتریکی قابل فهم برای کنترلر تبدیل کنند. این سیگنالها معمولا در استانداردهای جریان آنالوگ (مانند 4−20mA4-20 mA) یا ولتاژ (مانند 0−10V0-10 V) ارسال میشوند. دلیل استفاده گسترده از سیگنال جریانی نسبت به ولتاژی، مقاومت بسیار بالاتر آن در برابر نویزهای الکترومغناطیسی و عدم افت سیگنال در مسیرهای طولانی است.
زمانی که یک ترانسمیتر فشار، جریانی معادل 12mA12 mA را به کارت آنالوگ PLC ارسال میکند، برنامهنویس باید این جریان را به واحد فیزیکی (مثلا Bar یا PSI) تبدیل کند. این عملیات در برنامهنویسی به نام Scaling (مقیاسبندی) شناخته میشود. فرمول ریاضی خطی برای این تبدیل به شکل زیر است:
PV=(Iin−IminImax−Imin)×(Span)+Min_ValuePV = \left( \frac{I_{in} – I_{min}}{I_{max} – I_{min}} \right) \times (Span) + Min\_Value
که در آن PVPV مقدار فیزیکی نهایی، IinI_{in} جریان ورودی از سنسور، و SpanSpan اختلاف بین بیشترین و کمترین مقدار قابل اندازهگیری توسط سنسور است. برای درک بهتر نحوه پیادهسازی این فرمول در محیط برنامهنویسی TIA Portal، به قطعه کد زیر که به زبان SCL نوشته شده است توجه کنید:
// بلوک مقیاسبندی سیگنال ۴ تا ۲۰ میلیآمپر به فشار ۰ تا ۱۰ بار
IF "Raw_Analog_Input" < 27648 AND "Raw_Analog_Input" > 0 THEN
"Scaled_Pressure" := (INT_TO_REAL("Raw_Analog_Input") / 27648.0) * 10.0;
ELSE
"Scaled_Pressure" := 0.0; // مدیریت خطای قطع شدن سنسور
END_IF;
در بسیاری از فرآیندهای تولید، نیازی به اندازهگیری پیوسته یک کمیت نداریم، بلکه تنها میخواهیم حضور یا عدم حضور یک قطعه، بسته بودن درب یک مخزن یا رسیدن جک به انتهای کورس خود را تشخیص دهیم. در اینجا سنسورهای مجاورتی (Proximity) و میکروسوئیچها وارد عمل میشوند. این تجهیزات ارزانقیمت اما حیاتی، سیگنالهای قطع و وصل (دیجیتال صفر و یک) را به ورودیهای کنترلر ارسال میکنند.
سنسورهای القایی برای تشخیص فلزات، سنسورهای خازنی برای تشخیص مواد غیرفلزی (مانند پلاستیک و چوب) و سنسورهای نوری (Photoelectric) برای فواصل طولانیتر و شمارش محصولات روی نوار نقاله استفاده میشوند. همچنین، در محیطهای خشن مکانیکی که امکان برخورد فیزیکی وجود دارد، استفاده از لیمیت سوئیچهای صنعتی با اهرمهای فلزی مقاوم، بهترین راهکار برای محدود کردن دامنه حرکتی ماشینآلات سنگین است.
در صنایع فرآیندی (Process Industries) نظیر پالایشگاهها، کارخانجات لبنیات و تصفیهخانههای آب، کنترل دقیق متغیرهای سیال از اهمیت ویژهای برخوردار است. تجهیزات ابزار دقیق پیشرفته شامل موارد زیر است:
تنوع برندها و مدلها در این بخش بسیار بالاست. برای اطمینان از اصالت و دقت عملکرد این تجهیزات گرانبها، کارشناسان توصیه میکنند تا همواره لیست قیمت و مشخصات فنی را در دستهبندی تجهیزات کنترل و ابزار دقیق وبسایت ماکان کنترل بررسی کرده و با مهندسان فروش ما مشورت نمایید.

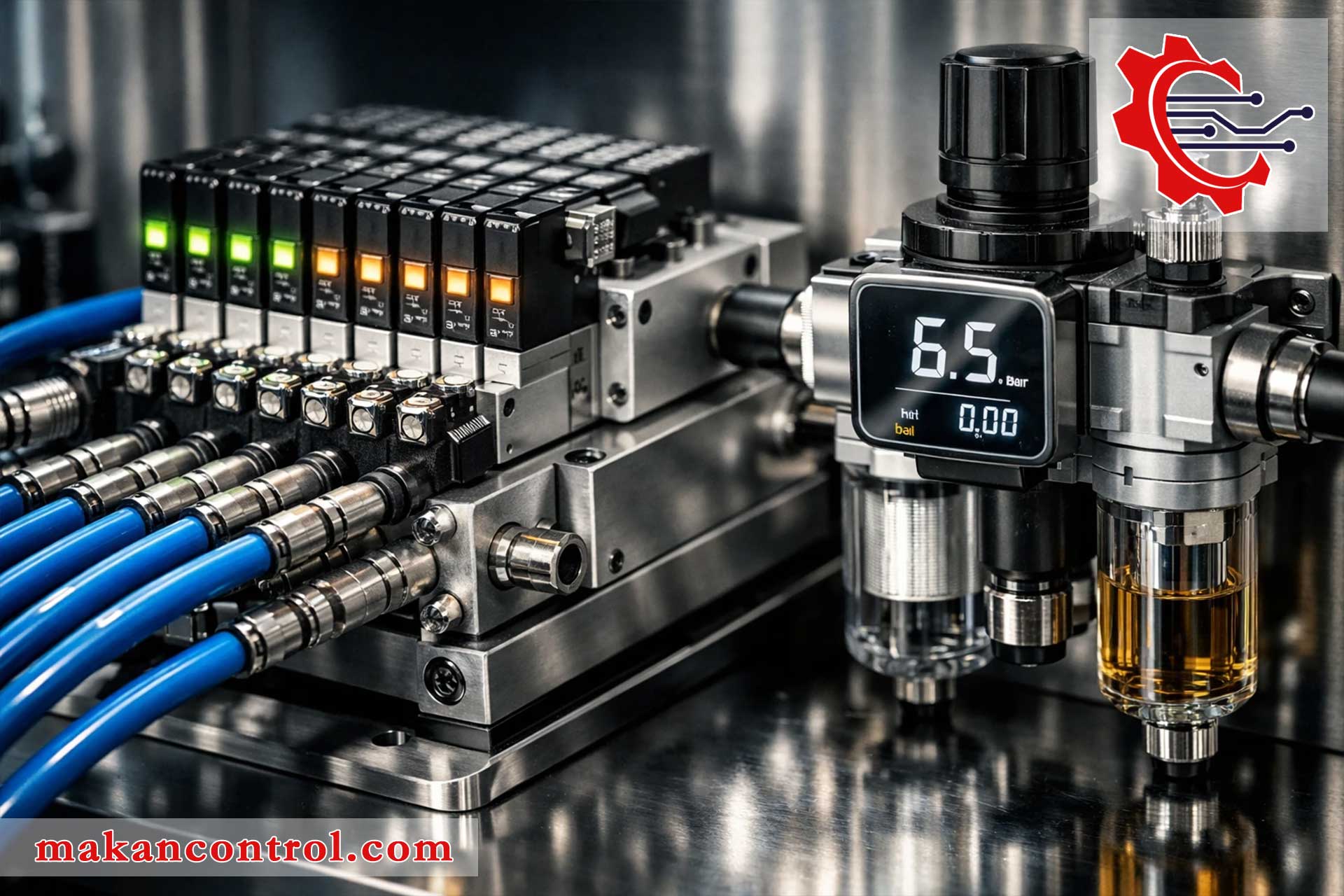
تا اینجای کار، بیشتر تمرکز ما بر روی الکتروموتورها به عنوان تولیدکنندگان حرکت دورانی بود. اما در دنیای واقعی اتوماسیون صنعتی، بسیاری از ماشینآلات نیازمند حرکات خطی (رفت و برگشتی)، پرس کردن با نیروی بسیار بالا، کلمپ کردن (گرفت و گیر) و جابجاییهای سریع و ضربهای هستند. انجام این کارها صرفا با استفاده از موتورهای الکتریکی و گیربکسها، هم از نظر مکانیکی پیچیده است و هم هزینه و استهلاک بالایی دارد. در اینجاست که قدرت سیالات (Fluid Power) به کمک مهندسان میآید.
سیستمهای مبتنی بر سیالات به دو دسته اصلی تقسیم میشوند: پنوماتیک (استفاده از هوای فشرده) و هیدرولیک (استفاده از روغن تحت فشار). این سیستمها کاملا با تجهیزات الکترونیکی و برق صنعتی یکپارچه میشوند. کنترلر (PLC) با ارسال فرمان الکتریکی به شیرهای برقی، مسیر حرکت سیال را تغییر داده و عملگرهای مکانیکی را به حرکت درمیآورد.
هوای فشرده یک منبع انرژی ایمن، پاک و نسبتا ارزان است که در اکثر کارخانجات از طریق شبکهای از لولهها به خطوط تولید منتقل میشود. به دلیل تراکمپذیری هوا، سیستمهای پنوماتیک سرعت بسیار بالایی در حرکت دارند و برای ماشینآلات بستهبندی، خطوط مونتاژ، رباتهای Pick & Place و صنایع غذایی (به دلیل عدم نشت روغن و رعایت بهداشت) ایدهآل هستند.
اجزای اصلی یک مدار پنوماتیکی که توسط سیستم کنترل هدایت میشود عبارتند از:
برای مشاهده و انتخاب شیرهای برقی فرماندهنده به این سیستمها، میتوانید به بخش تجهیزات جانبی و رلههای فرمان مراجعه کنید تا نحوه اتصال ایمن خروجیهای PLC به بوبین شیرها را بهینهسازی کنید.
زمانی که صحبت از پرس کردن ورقهای فولادی، جابجایی بارهای چند صد تنی، ماشینآلات راهسازی و تزریق پلاستیک به میان میآید، سیستمهای پنوماتیک دیگر پاسخگو نیستند. در این شرایط، سیستمهای هیدرولیک با استفاده از قانون پاسکال و روغنهای صنعتی غیرقابل تراکم، قدرت فوقالعادهای تولید میکنند.
قانون پاسکال بیان میکند که فشار وارد بر یک مایع محصور، بدون کاهش به تمام نقاط آن و دیوارههای ظرف منتقل میشود. رابطه نیروی تولیدی در یک جک هیدرولیک با فرمول زیر محاسبه میگردد:
F=P×AF = P \times A
که در آن FF نیروی تولید شده، PP فشار سیال (که در هیدرولیک میتواند تا 300300 الی 400400 بار برسد) و AA مساحت سطح پیستون است.
با وجود اینکه سیستمهای هیدرولیک سرعت پایینتری نسبت به پنوماتیک دارند و هزینههای نگهداری (تعویض روغن، نشتیگیری پکینگها) در آنها بالاتر است، اما از نظر تولید گشتاور و نیروی خطی بیرقیب هستند. اتصال تابلوهای کنترل به پاورپکهای هیدرولیک نیازمند رعایت نکات ایمنی خاصی است. راهاندازی پمپهای هیدرولیک معمولا توسط الکتروموتورهای قدرتمندی انجام میشود که کنترل آنها نیازمند تجهیزات پیشرفته سوئیچینگ و درایوهایی است که پیشتر در فصل پنجم در مورد آنها صحبت کردیم.
تلفیق هوش پردازندههای دیجیتال، دقت سنسورهای ابزار دقیق و قدرت سیستمهای هیدرولیک و پنوماتیک، نمایشی کامل از یک سیستم اتوماسیون صنعتی بینقص است. در فصلهای آینده، به مباحث مرتبط با ایمنی، استانداردهای طراحی تابلو برق و عیبیابی ماشینآلات خواهیم پرداخت تا دانش شما را در این حوزه به سطح یک متخصص ارشد ارتقا دهیم.

یک سیستم اتوماسیون صنعتی هر چقدر هم که در سطح فیلد (Field) دارای سنسورهای دقیق و در سطح کنترل دارای برنامهنویسی بینقصی باشد، به عنوان یک «جعبه سیاه» عمل میکند مگر اینکه راهی برای نمایش وضعیت سیستم به اپراتور انسانی وجود داشته باشد. اینجا همان نقطهای است که تجهیزات مانیتورینگ و رابطهای انسان و ماشین (Human-Machine Interface) اهمیت خود را نشان میدهند.
در گذشته، تابلوهای برق صنعتی پر از لامپهای سیگنال، پوشباتنها (شستیها)، سلکتور سوئیچها و گیجهای آنالوگ بودند. این تابلوهای عظیم نه تنها فضای زیادی اشغال میکردند، بلکه ایجاد هرگونه تغییر در سیستم نیازمند سیمکشی مجدد و سوراخکاری روی درب تابلو بود. با ورود صفحات نمایشگر لمسی صنعتی یا همان HMI، این چالش به طور کامل برطرف شد.
پنلهای HMI در واقع کامپیوترهای صنعتی کوچکی هستند که با محیطهای گرافیکی کاربرپسند، اطلاعات دریافت شده از پیالسی (PLC) را به صورت انیمیشن، گراف، متن و عدد به کاربر نمایش میدهند. اپراتور میتواند با لمس صفحه، موتورها را روشن کند، مقادیر تنظیم (Setpoints) تایمرها را تغییر دهد و هشدارهای سیستم (Alarms) را مدیریت نماید.
برای برنامهنویسی این صفحات، از نرمافزارهای اختصاصی هر برند (مانند WinCC برای زیمنس یا DOPSoft برای دلتا) استفاده میشود. در بسیاری از پروژههای پیشرفته، مهندسان اتوماسیون برای ایجاد عملکردهای خاص در پشت پرده گرافیک HMI، از اسکریپتنویسی استفاده میکنند. به عنوان مثال، قطعه کد زیر به زبان VBScript نوشته شده است که وظیفه بررسی سطح فشار و فعالسازی یک هشدار بصری در HMI را بر عهده دارد:
' بررسی مقدار فشار مخزن و ثبت هشدار در سیستم
Dim TankPressure
TankPressure = SmartTags("PLC_Pressure_Real")
If TankPressure > 12.5 Then
SmartTags("HMI_High_Pressure_Alarm_Flag") = True
' تغییر رنگ پسزمینه نشانگر به قرمز
ScreenItems("Pressure_Indicator").BackColor = RGB(255, 0, 0)
Else
SmartTags("HMI_High_Pressure_Alarm_Flag") = False
' بازگشت رنگ پسزمینه نشانگر به سبز
ScreenItems("Pressure_Indicator").BackColor = RGB(0, 255, 0)
End If
برای تهیه انواع پنلهای گرافیکی لمسی با ابعاد مختلف و پردازندههای قدرتمند، میتوانید به دستهبندی نمایشگرهای صنعتی و HMI در فروشگاه ماکان کنترل مراجعه کرده و مشخصات فنی آنها را متناسب با پروتکلهای ارتباطی پروژه خود ارزیابی کنید.
در حالی که HMI معمولا به یک ماشین یا خط تولید خاص متصل است و دیدی محلی (Local) ارائه میدهد، سیستمهای SCADA (Supervisory Control and Data Acquisition) وظیفه مانیتورینگ و جمعآوری دادهها را در سطح کل کارخانه (Plant-wide) یا حتی شبکههای توزیع گسترده جغرافیایی (مانند خطوط انتقال گاز و شبکههای برق) بر عهده دارند.
سیستمهای مانیتورینگ اسکادا اطلاعات را از دهها PLC و تجهیزات ابزار دقیق جمعآوری کرده و آنها را در سرورهای پایگاه داده (مانند SQL) ذخیره میکنند. این سیستمها قابلیتهای زیر را در اختیار مدیران تولید قرار میدهند:
نتیجهگیری فصل نهم: سیستمهای مانیتورینگ (HMI و SCADA) پنجرهای شفاف رو به فرآیندهای پیچیده صنعتی هستند. انتخاب یک سیستم مانیتورینگ با کیفیت و طراحی یک رابط کاربری استاندارد، نه تنها کار اپراتورها را سادهتر میکند، بلکه با ارائه دادههای تحلیلی دقیق، به مدیران در تصمیمگیریهای استراتژیک برای کاهش هزینهها و افزایش بهرهوری کمک شایانی مینماید.
با اتوماتیک شدن فرآیندها و استفاده از موتورهای الکتریکی غولپیکر، جکهای هیدرولیک با فشارهای مهلک و رباتهای صنعتی با سرعتهای بالا، خطرات بالقوه در محیطهای صنعتی به شدت افزایش یافته است. در این میان، وظیفه طراحان اتوماسیون صنعتی تنها راهاندازی و تولید نیست؛ بلکه اولویت صفر در هر پروژهای، تضمین قطعی ایمنی (Safety) ماشینآلات است.
در طراحی مدارهای حفاظتی برق صنعتی، ما با مفهومی به نام Fail-Safe روبرو هستیم. این مفهوم به این معناست که اگر هر بخشی از سیستم کنترل (اعم از سنسور، سیمکشی یا خود کنترلر) دچار خرابی شود، سیستم باید به صورت خودکار به یک وضعیت امن تغییر حالت دهد تا از آسیب به انسان یا ماشین جلوگیری شود.
در یک سیستم کنترل معمولی (Standard Control)، اگر سیمی که دکمه توقف (Stop) را به PLC متصل میکند قطع شود، فشردن دکمه هیچ تاثیری نخواهد داشت و ماشین به کار خود ادامه میدهد که این یک فاجعه است! برای رفع این مشکل، تجهیزات ایمنی صنعتی از مدارهای دوگانه (Redundancy) و تست پالسهای مداوم استفاده میکنند.
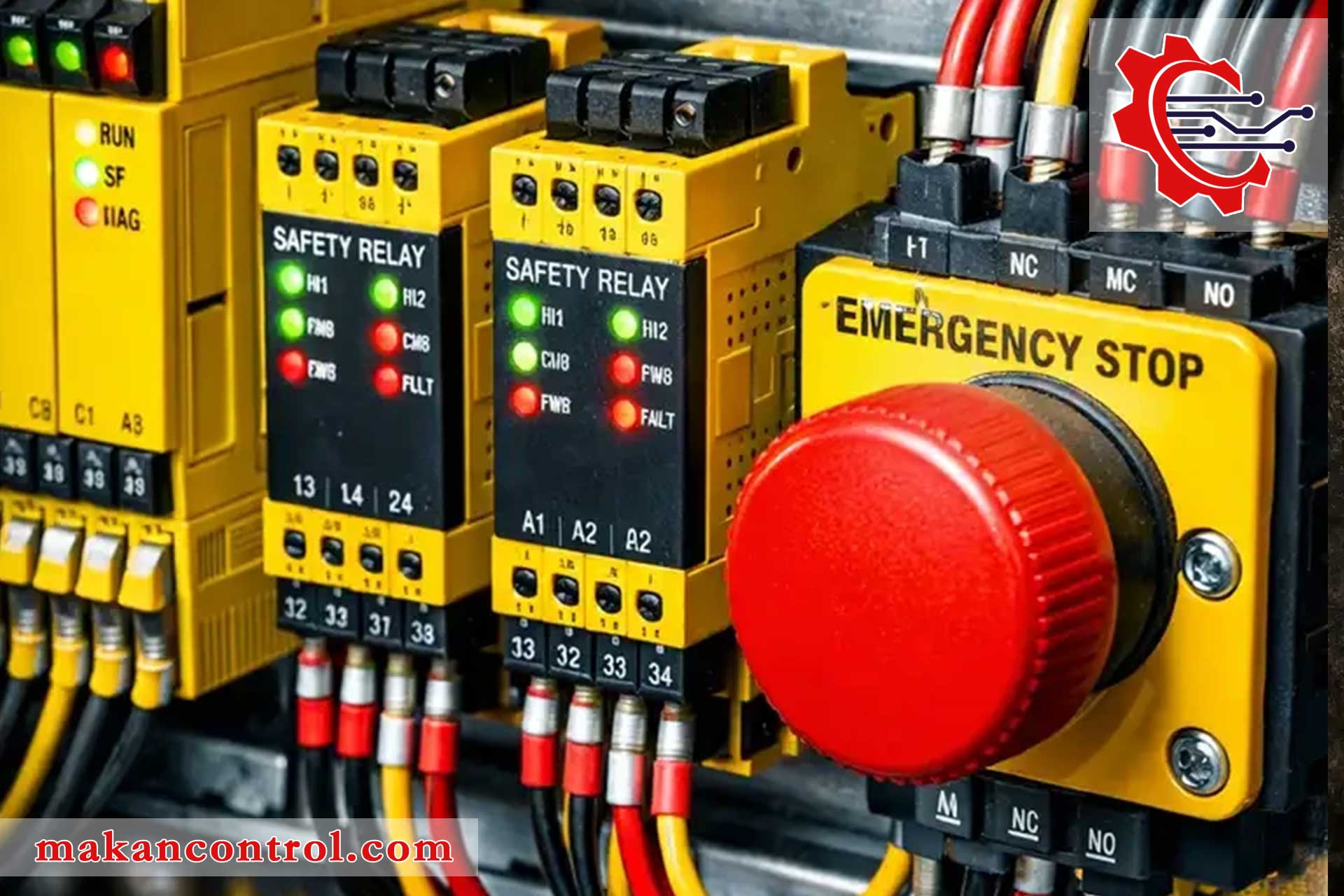
مهمترین تجهیزات ایمنی سختافزاری در تابلوهای کنترل عبارتند از:
در ماشینآلات سادهتر، سیگنال تجهیزات حفاظتی وارد رلههای ایمنی (Safety Relays) میشود. رله ایمنی یک قطعه کاملا مستقل است که دارای پردازشگرهای دوگانه داخلی بوده و در صورت تشخیص فشردن کلید قطع اضطراری، تغذیه اصلی کنتاکتورهای موتورها را قطع میکند.
اما در خطوط تولید پیچیده که دهها زون ایمنی مختلف وجود دارد، سیمکشی رلههای ایمنی بسیار حجیم و گیجکننده میشود. راه حل مدرن برای این چالش، استفاده از پیالسیهای ایمنی (Safety PLC) است. این کنترلرها (که در برند زیمنس با پسوند F مخفف Fail-Safe مانند S7-1500F شناخته میشوند) دارای ساختار داخلی متفاوتی نسبت به PLC های معمولی هستند. پردازندههای ایمنی دو برنامه یکسان را به صورت همزمان اجرا کرده و خروجی آنها را با یکدیگر مقایسه میکنند؛ در صورت وجود حتی یک بیت مغایرت، کل سیستم به حالت Stop ایمن میرود.
در مهندسی قابلیت اطمینان، برای سنجش میزان ایمن بودن یک سیستم کنترلی از استاندارد IEC 61508 و سطح یکپارچگی ایمنی یا SIL (Safety Integrity Level) استفاده میشود. SIL مقداری بین 11 تا 44 دارد و بر اساس احتمال خرابی سیستم در هنگام نیاز به عملکرد (PFD) محاسبه میشود. فرمول پایه و سادهشده برای محاسبه میانگین احتمال خرابی در صورت تقاضا به شکل زیر است:
PFDavg=12λdT1PFD_{avg} = \frac{1}{2} \lambda_d T_1
در این معادله، λd\lambda_d نشاندهنده نرخ خطاهای خطرناک تجهیز (Dangerous Failure Rate) و T1T_1 زمان بین دو تست دورهای سیستم (Proof Test Interval) میباشد. هرچه تجهیزات ابزار دقیق و کنترلرهای انتخاب شده کیفیت بالاتری داشته باشند (مانند تجهیزات اورجینالی که در ماکان کنترل ارائه میشود)، مقدار λd\lambda_d کمتر بوده و در نتیجه سیستم به سطح SIL بالاتری دست مییابد.
نتیجهگیری فصل دهم: ایمنی در صنایع، یک آپشن یا ویژگی تشریفاتی نیست، بلکه یک الزام قانونی و اخلاقی است. مهندسان اتوماسیون با درک عمیق از تفاوتهای سیستمهای کنترل استاندارد و سیستمهای کنترل ایمن (Safety Control)، موظفاند از تجهیزاتی استفاده کنند که در بدترین شرایط و خرابیهای پیشبینینشده سختافزاری، جان انسانها را در اولویت قرار دهند. سرمایهگذاری در بخش ایمنی تابلوهای برق، در واقع بیمه کردن کل سرمایه کارخانه است.

تصور کنید یک سیستم اتوماسیون صنعتی با بهترین برنامهنویسی و گرانترین سنسورهای ابزار دقیق طراحی شده است، اما به دلیل نوسانات مداوم برق شبکه، پیالسیها به طور مکرر ریاستارت میشوند و مقادیر سنسورها با خطا همراه است. این سناریوی تلخ، نتیجه بیتوجهی به کیفیت توان (Power Quality) و انتخاب نادرست منابع تغذیه در تابلوهای کنترل است.
در حوزه برق صنعتی، برق متناوب (AC) شبکه با ولتاژهای 220V220 V یا 380V380 V در دسترس است، اما مغز متفکر سیستمهای کنترلی و اکثر سنسورها با ولتاژ مستقیم ایمن و پایدار (معمولاً 24V24 V DC) کار میکنند. تبدیل این انرژی متلاطم به یک جریان صاف و بدون نویز، وظیفه منابع تغذیه صنعتی است.
در گذشته از ترانسفورماتورهای خطی سنگین برای کاهش ولتاژ استفاده میشد که هم راندمان پایینی داشتند و هم گرمای زیادی تولید میکردند. امروزه در تابلوهای کنترل مدرن، منابع تغذیه سوئیچینگ (Switched-Mode Power Supply) جایگزین آنها شدهاند. این تجهیزات ابتدا برق متناوب را یکسو کرده، سپس با فرکانس بسیار بالا (چندین کیلوهرتز) آن را سوئیچ میکنند تا ولتاژ خروجی را با دقت بالا تنظیم نمایند.
یکی از سوالات متداول مهندسان این است: «چرا با وجود منبع تغذیه، سنسورهای آنالوگ مقادیر پرشی و نوسانی نشان میدهند؟» پاسخ در پدیدهای به نام ولتاژ ریپل (Ripple Voltage) و نویزهای فرکانس بالا نهفته است. اگر خازنهای فیلتر در منبع تغذیه کیفیت مناسبی نداشته باشند، ولتاژ خروجی کاملاً صاف نخواهد بود. فرمول پایه برای محاسبه ولتاژ ریپل در یک مدار یکسوساز ساده به شکل زیر است:
Vripple=Iloadf×CV_{ripple} = \frac{I_{load}}{f \times C}
در این رابطه VrippleV_{ripple} دامنه ولتاژ نوسانی، IloadI_{load} جریان مصرفی بار، ff فرکانس و CC ظرفیت خازن صافی است. منابع تغذیه استاندارد (مانند برندهای معتبری که در ماکان کنترل عرضه میشوند) دارای مدارات فیلترینگ پیچیدهتری هستند که این ریپل را به کمتر از چند میلیولت کاهش میدهند.
در پروژههای حساس، قطع شدن ناگهانی برق یا افت ولتاژ (Voltage Sag) میتواند به خرابی محصولات یا آسیب به ماشینآلات منجر شود. به همین دلیل، سیستمهای پیشرفته با استفاده از ماژولهای مانیتورینگ شبکه، وضعیت ولتاژ ورودی را لحظه به لحظه رصد میکنند.
برنامهنویسان با دریافت دادههای این ماژولها، میتوانند در صورت افت خطرناک ولتاژ، فرآیند را به صورت نرم (Soft Stop) متوقف کنند. در ادامه، یک نمونه کد ساده به زبان SCL برای مدیریت آلارم افت ولتاژ شبکه (زیر 190190 ولت) در PLC آورده شده است:
// بررسی سلامت ولتاژ شبکه و صدور فرمان توقف ایمن در صورت افت ولتاژ
"Voltage_Alarm" := FALSE;
IF "Network_Voltage_AC" < 190.0 THEN
// تاخیر ۲ ثانیهای برای جلوگیری از آلارم کاذب در نوسانات لحظهای
"Timer_UnderVoltage".TON(IN := TRUE, PT := T#2S);
IF "Timer_UnderVoltage".Q THEN
"Voltage_Alarm" := TRUE;
"System_Ready" := FALSE;
// فعال کردن خروجی برای ذخیره دادههای حساس پیش از خاموشی کامل
"Trigger_Data_Backup" := TRUE;
END_IF;
ELSE
"Timer_UnderVoltage".TON(IN := FALSE, PT := T#2S);
"Voltage_Alarm" := FALSE;
END_IF;
نتیجهگیری فصل یازدهم: منبع تغذیه، خط مقدم دفاعی تجهیزات گرانقیمت اتوماسیون صنعتی در برابر ناهنجاریهای شبکه برق است. استفاده از منابع تغذیه با برندهای معتبر، محاسبه دقیق جریان مصرفی کل تابلو (به همراه 20%20\% ضریب اطمینان) و رعایت اصول ارتینگ (Earthing)، تضمینکننده عمری طولانی و عملکردی بدون خطا برای پیالسیها و تجهیزات اندازهگیری خواهد بود. برای بررسی مدلها و ظرفیتهای مختلف، پیشنهاد میکنیم به بخش منابع تغذیه صنعتی در سایت تخصصی ما سر بزنید.
در اکثر کارخانجات، بیش از 70%70\% انرژی الکتریکی توسط الکتروموتورهای القایی سه فاز مصرف میشود. موتورها عضلات قدرتمند خطوط تولید هستند، اما روشن کردن ناگهانی این عضلات مشکلات فراوانی به همراه دارد. راهاندازی مستقیم (Direct On Line – DOL) موتورهای بزرگ، باعث کشیده شدن جریانی معادل ۵ تا ۸ برابر جریان نامی از شبکه برق میشود. این شوک الکتریکی، افت ولتاژ شدیدی ایجاد کرده و شوک مکانیکی وارده به شفت و گیربکسها، استهلاک قطعات را به شدت بالا میبرد.
برای غلبه بر این چالشها در حوزه برق صنعتی، دو تکنولوژی کلیدی به کمک مهندسان آمدهاند: سافت استارترها (راه اندازهای نرم) و اینورترها (درایوهای فرکانس متغیر – VFD). درک تفاوت و کاربرد دقیق هرکدام، یکی از پرتکرارترین سوالات در میان تکنسینهاست.
سافت استارترها تجهیزاتی هستند که با استفاده از قطعات نیمههادی قدرت به نام تریستور (Thyristor)، ولتاژ ورودی به موتور را در زمان راهاندازی به تدریج افزایش میدهند. با کنترل زاویه آتش تریستورها، ولتاژ از یک مقدار اولیه (مثلا 30%30\% ولتاژ نامی) طی زمان مشخصی (Ramp Time) به 100%100\% میرسد. این کار باعث میشود جریان راهاندازی محدود شده و موتور به نرمی شتاب بگیرد.
نکته بسیار مهم این است که سافت استارترها پس از رسیدن موتور به دور نامی، معمولا توسط یک کنتاکتور داخلی (Bypass) از مدار خارج میشوند و هیچ دخالتی در کنترل سرعت موتور در حین کار ندارند. از این تجهیزات بیشتر برای پمپهای بزرگ آب (جهت جلوگیری از پدیده ضربه قوچ در لولهها)، فنهای سنگین و کمپرسورها استفاده میشود.
اگر در سیستم اتوماسیون صنعتی نیازمند تغییر پیوسته سرعت یک موتور در حین کار باشیم (مثلا نوار نقالهای که باید بر اساس حجم محصول تند یا کند شود)، سافت استارتر کاربردی نخواهد داشت و باید از اینورتر صنعتی (درایو) استفاده کنیم. اینورترها نه تنها راهاندازی نرم را انجام میدهند، بلکه با تغییر همزمان فرکانس و ولتاژ (منحنی V/f)، سرعت و گشتاور موتور را با دقت فوقالعادهای کنترل میکنند.
سرعت سنکرون یک موتور القایی سه فاز مستقیما به فرکانس شبکه بستگی دارد که توسط فرمول زیر محاسبه میشود:
Ns=120×fPN_s = \frac{120 \times f}{P}
در این معادله NsN_s سرعت میدان دوار (بر حسب دور بر دقیقه یا RPM)، ff فرکانس برق خروجی از اینورتر (بر حسب هرتز) و PP تعداد قطبهای موتور است. با تغییر فرکانس ff از طریق پردازنده اینورتر، موتور میتواند با هر سرعتی از صفر تا حتی بالاتر از سرعت نامی خود بچرخد.
برنامهنویسان PLC برای ارسال فرمان سرعت به اینورتر، معمولا از شبکههای صنعتی (مانند Modbus RTU یا Profinet) استفاده میکنند. ارسال سرعت (فرکانس) به درایو از طریق شبکه، دقت کار را به شدت بالا میبرد. قطعه کد زیر در محیط TIA Portal نمونهای از نگاشت سرعت درخواستی به رجیستر درایو است:
// تبدیل سرعت درخواستی اپراتور (RPM) به کلمه کنترلی هگزادسیمال برای درایو
// فرض: سرعت ماکزیمم 1500 دور بر دقیقه معادل عدد 16384 در رجیستر درایو (استاندارد زیمنس)
"Normalized_Speed" := ("HMI_Speed_Setpoint_RPM" / 1500.0);
"Drive_Speed_Word" := REAL_TO_INT("Normalized_Speed" * 16384.0);
// ارسال فرمان استارت به شبکه در صورت آماده بودن درایو
IF "Drive_Ready_Status" AND "HMI_Start_Button" THEN
"Drive_Control_Word" := 16#047F; // کد استاندارد استارت و چرخش راستگرد
ELSE
"Drive_Control_Word" := 16#047E; // فرمان توقف نرم
END_IF;
یکی از سوالات کلیدی این است: «آیا اینورترها مصرف برق را کاهش میدهند؟» بله. به خصوص در کاربردهای پمپ و فن، توان مصرفی با مکعب سرعت رابطه دارد. اگر با استفاده از سیستمهای حلقه بسته و تجهیزات ابزار دقیق، سرعت پمپ را توسط اینورتر تنها 20%20\% کاهش دهیم، مصرف انرژی تقریبا 50%50\% کاهش مییابد که به معنای بازگشت سریع سرمایه است.
نتیجهگیری فصل دوازدهم: انتخاب بین روشهای راهاندازی موتور به نیاز فرآیند شما بستگی دارد. اگر تنها هدف شما جلوگیری از شوکهای مکانیکی و افت ولتاژ در لحظه استارت است، سافت استارتر یک گزینه اقتصادی و منطقی است. اما اگر فرآیند شما نیازمند کنترل پیوسته سرعت، موقعیتیابی، همگامسازی (Synchronization) و صرفهجویی شدید در مصرف انرژی است، بدون شک اینورترها بهترین انتخاب در دنیای اتوماسیون مدرن محسوب میشوند. کارشناسان ماکان کنترل همواره آمادهاند تا در انتخاب مناسبترین درایو برای بار مکانیکی شما مشاوره تخصصی ارائه دهند.

در بسیاری از ماشینآلات صنعتی مانند دستگاههای CNC، رباتهای جوشکار، ماشینهای بستهبندی (Flowpack) و دستگاههای برش لیزر، استفاده از اینورترها و موتورهای القایی پاسخگوی نیاز ما نیست. در این ماشینآلات، ما نیازمند دقت در حد میکرومتر و پاسخدهی (Response Time) در کسری از میلیثانیه هستیم. در اینجا، تکنولوژی کنترل حرکت یا Motion Control وارد عمل میشود و ستاره بیچونوچرای این میدان، «سروو موتورها» (Servo Motors) هستند.
یک سیستم سروو از سه بخش اصلی تشکیل شده است: موتور، درایو (کنترلر) و فیدبک (معمولاً انکودر). تفاوت اصلی سروو موتور با موتورهای برق صنعتی استاندارد، در طراحی روتور (استفاده از آهنرباهای دائم بسیار قوی) و وجود یک انکودر با رزولوشن فوقالعاده بالا در انتهای شفت آن است.
انکودر به صورت لحظهای موقعیت دقیق شفت را به سروو درایو ارسال میکند. درایو با استفاده از الگوریتمهای پیچیده PID، خطای موقعیت را محاسبه کرده و جریان تزریقی به موتور را اصلاح میکند. فرمول پایه و کلاسیک برای محاسبه خطای سیستم و اعمال ضریب اصلاحی در کنترلرهای حلقه بسته به شکل زیر است:
U(t)=Kp×e(t)+Ki∫0te(τ)dτ+Kdde(t)dt U(t) = K_p \times e(t) + K_i \int_{0}^{t} e(\tau) d\tau + K_d \frac{de(t)}{dt}
در این معادله U(t)U(t) سیگنال کنترلی خروجی به سمت موتور، e(t)e(t) میزان خطای موقعیت (تفاضل موقعیت مطلوب از موقعیت واقعی خوانده شده توسط انکودر)، و پارامترهای KpK_p، KiK_i و KdK_d به ترتیب ضرایب تناسبی، انتگرالگیر و مشتقگیر هستند که در مرحلهای به نام تیونینگ (Tuning) تنظیم میشوند.
در سیستمهای مدرن، PLC ها دارای توابع استاندارد (مانند استاندارد PLCopen) برای کنترل محورها هستند. برنامهنویس به جای درگیر شدن با تولید پالسهای فرکانس بالا، از بلوکهای نرمافزاری آماده برای حرکت مطلق (Absolute Move)، حرکت نسبی (Relative Move) یا همگامسازی محورها (Gear/Cam) استفاده میکند.
قطعه کد زیر در محیط برنامهنویسی SCL، نحوه استفاده از یک بلوک استاندارد برای حرکت دادن یک محور (مثلاً یک نوار نقاله دقیق) به یک موقعیت مطلق (250.5250.5 میلیمتر) با سرعت و شتاب مشخص را نشان میدهد:
// فراخوانی بلوک استاندارد MC_MoveAbsolute برای حرکت دقیق سروو موتور
"Inst_MC_MoveAbsolute"(
Axis := "Axis_1_Packaging", // نام محور تعریف شده در پیکربندی سختافزار
Execute := "HMI_Start_Positioning", // لبه بالا رونده برای شروع حرکت
Position := 250.5, // موقعیت هدف بر حسب میلیمتر
Velocity := 100.0, // سرعت حرکت (میلیمتر بر ثانیه)
Acceleration := 500.0, // شتاب راهاندازی
Deceleration := 500.0, // شتاب توقف (ترمز)
Jerk := 1000.0, // نرخ تغییرات شتاب برای حرکت نرمتر
Done => "Pos_Done_Flag", // سیگنال اتمام موفقیتآمیز حرکت
Error => "Pos_Error_Flag" // سیگنال بروز خطا در درایو
);
// روشن کردن چراغ سیگنال پس از رسیدن به موقعیت
IF "Pos_Done_Flag" THEN
"Output_Green_Light" := TRUE;
ELSE
"Output_Green_Light" := FALSE;
END_IF;
نتیجهگیری فصل سیزدهم: سروو موتورها و سیستمهای کنترل حرکت، اوج هنر مهندسی اتوماسیون صنعتی در تلفیق مکانیک، الکترونیک و نرمافزار هستند. اگرچه هزینه اولیه تهیه سروو سیستمها نسبت به موتورهای معمولی بالاتر است، اما دقت بینظیر، کاهش ضایعات تولید و سرعت عمل بالای آنها، بازگشت سرمایه را در زمان کوتاهی تضمین میکند. برای مشاهده مشخصات و تهیه انواع سیستمهای کنترل حرکت، میتوانید به بخش سروو موتور و درایو در فروشگاه تخصصی ماکان کنترل مراجعه کنید.
در فصول اولیه، از کابلکشیهای سنتی صحبت کردیم. تصور کنید در یک پالایشگاه، صدها سنسور دما و فشار ابزار دقیق و دهها اینورتر باید به اتاق کنترل مرکزی متصل شوند. اگر بخواهیم برای هر سیگنال (آنالوگ یا دیجیتال) یک جفت سیم اختصاصی تا PLC مرکزی بکشیم، با کوهی از کابلهای مسی، هزینههای نجومی، و چالشهای وحشتناک در عیبیابی مواجه خواهیم شد.
راه حل این مشکل بزرگ، «شبکههای صنعتی» (Industrial Networks) است. شبکههای صنعتی اجازه میدهند هزاران داده مختلف تنها از طریق یک یا دو رشته کابل (یا فیبر نوری) بین تجهیزات مبادله شوند.
سیر تکامل شبکههای صنعتی را میتوان به دو نسل اصلی تقسیم کرد:
در سیستمهای حساس (مانند همان سروو موتورهایی که در فصل قبل بررسی کردیم)، زمان رسیدن پیام از PLC به درایو باید کاملاً قطعی (Deterministic) باشد. برای محاسبه کل زمان تاخیر ارسال یک بسته داده در شبکه، از رابطه زیر استفاده میشود:
Ttotal=Tprocessing+LpacketRbit+Tpropagation T_{total} = T_{processing} + \frac{L_{packet}}{R_{bit}} + T_{propagation}
در این فرمول ریاضی، TprocessingT_{processing} زمان پردازش بسته در فرستنده و گیرنده، LpacketL_{packet} طول بسته اطلاعاتی بر حسب بیت، RbitR_{bit} پهنای باند شبکه (مثلاً 10810^8 بیت بر ثانیه برای اترنت صد مگابیتی) و TpropagationT_{propagation} زمان انتشار سیگنال در طول کابل است. پروتکلهای پیشرفتهای مانند EtherCAT با حذف زمان پردازش در گرههای میانی (پردازش در حال پرواز یا Processing on the fly)، مقدار TtotalT_{total} را به کمتر از چند میکروثانیه کاهش میدهند.
برای راهاندازی ارتباطات شبکهای، برنامهنویس باید نقش هر دستگاه (Master/Slave یا Client/Server) را مشخص کند. نمونه کد زیر، نحوه پیکربندی یک دستور خواندن اطلاعات از طریق شبکه استاندارد Modbus TCP را در یک PLC نشان میدهد. این کد برای خواندن اطلاعات یک سنسور هوشمند از راه دور نوشته شده است:
// خواندن رجیسترهای سنسور هوشمند از طریق شبکه Modbus TCP/IP
"Modbus_Client_DB"(
REQ := "Clock_1Hz", // ارسال درخواست در هر یک ثانیه
Disconnect := FALSE, // حفظ ارتباط شبکه
MB_DATA_ADDR := 40001, // آدرس رجیستر شروع در تجهیز هدف
MB_DATA_LEN := 4, // تعداد رجیسترهای درخواستی (مثلا دما، رطوبت، فشار و وضعیت)
DONE => "Read_Done",
BUSY => "Read_Busy",
ERROR => "Read_Error",
STATUS => "Network_Status_Code",
MB_DATA_PTR := "Data_Block_Sensors".Sensor_Raw_Data // محل ذخیره دادههای دریافتی در PLC
);
// مدیریت خطای شبکه
IF "Read_Error" THEN
"HMI_Network_Alarm" := TRUE;
// ثبت کد خطا برای عیبیابی توسط تکنسین نگهداری
"Last_Error_Code" := "Network_Status_Code";
END_IF;
نتیجهگیری فصل چهاردهم: شبکههای ارتباطی، سیستم عصبی اتوماسیون صنعتی هستند. بدون یک شبکه پایدار، سریع و ایمن، تجهیزات پیشرفته به جزایری ایزوله و بدون کاربرد تبدیل میشوند. انتخاب پروتکل مناسب با توجه به حجم دادهها، فاصله تجهیزات و سطح نویز محیطی، نیازمند دانش تخصصی است. تیم مهندسی ماکان کنترل با تامین انواع تجهیزات شبکه و کارتهای ارتباطی اورجینال، زیرساخت ارتباطی قدرتمندی را برای پروژههای شما تضمین میکند.

انقلاب صنعتی چهارم (Industry 4.0) نمایانگر ادغام دنیای فیزیکی تولید با دنیای دیجیتال دادهها است. در قلب این تحول عظیم، مفهوم «اینترنت اشیای صنعتی» یا IIoT (Industrial Internet of Things) قرار دارد. در حالی که اینترنت اشیای معمولی (IoT) روی مصرفکنندگان و خانههای هوشمند تمرکز دارد، IIoT به دنبال افزایش بهرهوری، بهینهسازی زنجیره تامین و نظارت لحظهای در محیطهای خشن صنعتی است.
در یک سیستم مدرن اتوماسیون صنعتی، تجهیزات روزانه گیگابایتها داده تولید میکنند. ارسال تمام این دادههای خام به فضای ابری (Cloud) هم هزینهبر است و هم باعث تاخیر شبکه میشود. راهکار این چالش، «رایانش لبهای» (Edge Computing) است. در این معماری، کنترلرهای پیشرفته یا دروازههای اینترنت اشیا (IoT Gateways)، دادهها را در همان لبه شبکه (نزدیک به ماشین) پردازش، فیلتر و فشرده کرده و تنها اطلاعات ارزشمند را به سرورهای ابری میفرستند.
برای درک حجم عظیم دادههای تولید شده در یک کارخانه هوشمند، میتوان از فرمول ساده زیر استفاده کرد. این رابطه نشان میدهد که در یک بازه زمانی مشخص، چه مقدار داده خام (بر حسب بایت) تولید میشود:
Vdata=Nsensors×Fsampling×Spayload×Tduration V_{data} = N_{sensors} \times F_{sampling} \times S_{payload} \times T_{duration}
در این معادله، VdataV_{data} حجم کل دادهها، NsensorsN_{sensors} تعداد سنسورها، FsamplingF_{sampling} فرکانس نمونهبرداری (تعداد خوانش در ثانیه)، SpayloadS_{payload} حجم داده هر نمونه بر حسب بایت و TdurationT_{duration} زمان کل به ثانیه است. این حجم بالای داده نیازمند پروتکلهای سبک و سریع مانند MQTT است.
پروتکل MQTT (Message Queuing Telemetry Transport) استاندارد طلایی تبادل داده در IIoT است. این پروتکل بر اساس معماری انتشار/اشتراک (Publish/Subscribe) کار میکند و برای شبکههایی با پهنای باند کم و نویز بالا بسیار ایدهآل است.
قطعه کد زیر در زبان پایتون، نحوه اتصال یک تجهیز لبه (مانند یک مینیکامپیوتر صنعتی یا رزبریپای متصل به PLC) به یک سرور واسط MQTT (Broker) و ارسال دادههای دمای خوانده شده از سنسورهای ابزار دقیق را نشان میدهد:
import paho.mqtt.client as mqtt
import time
import random
# تنظیمات اتصال به سرور (Broker) ابری
broker_address = "mqtt.makancontrol.com"
port = 1883
topic = "factory/line_1/extruder/temperature"
def on_connect(client, userdata, flags, rc):
if rc == 0:
print("Connected successfully to IIoT Broker")
else:
print("Connection failed with code", rc)
# ایجاد کلاینت MQTT
client = mqtt.Client("Industrial_Edge_Device_01")
client.on_connect = on_connect
client.connect(broker_address, port)
client.loop_start()
try:
while True:
# شبیهسازی خواندن دما از PLC (در واقعیت با کتابخانههای Modbus خوانده میشود)
current_temp = round(random.uniform(190.5, 205.0), 2)
payload = f'{{"sensor_id": "EXT-T1", "temperature": {current_temp}, "timestamp": {time.time()}}}'
# انتشار (Publish) دادهها در شبکه
client.publish(topic, payload)
print(f"Published: {payload}")
time.sleep(5) # ارسال داده هر ۵ ثانیه یکبار
except KeyboardInterrupt:
print("Process stopped by user")
finally:
client.loop_stop()
client.disconnect()
نتیجهگیری فصل پانزدهم: اینترنت اشیای صنعتی دیگر یک مفهوم انتزاعی نیست، بلکه یک ضرورت برای بقا در بازار رقابتی امروز است. با استفاده از IIoT، مدیران میتوانند خطوط تولید خود را از طریق تلفن همراه در هر کجای جهان مانیتور کنند. ما در تیم فنی ماکان کنترل با ارائه مشاوره در زمینه تجهیزات شبکههای صنعتی، شما را در مسیر این گذار تکنولوژیک یاری میکنیم.
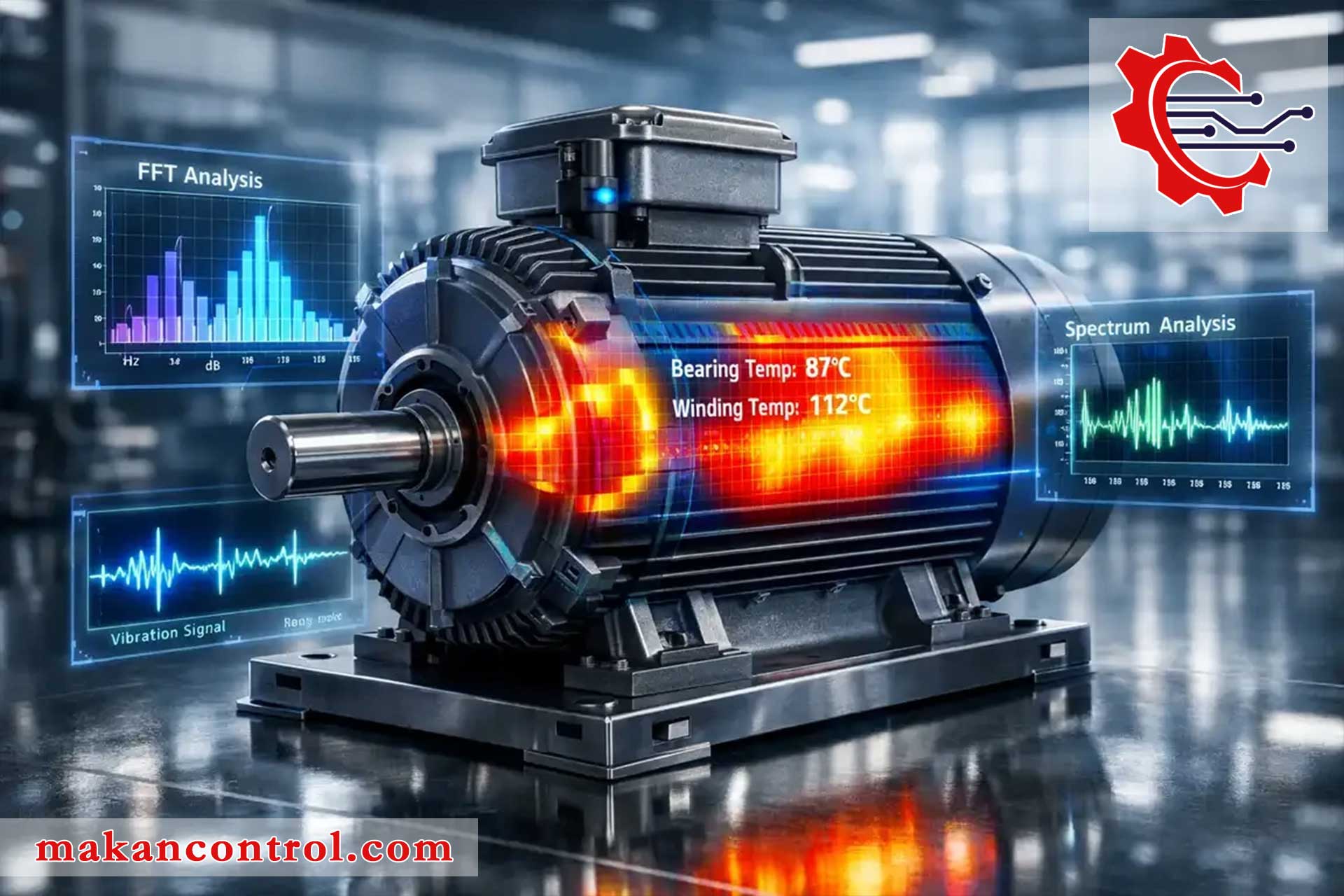
با تجهیز ماشینآلات به سنسورهای هوشمند و اتصال آنها به شبکههای IIoT، فرصت بینظیری برای ارتقای سیستمهای تعمیر و نگهداری (نت) به وجود میآید. در روشهای سنتی، ما یا منتظر خرابی دستگاه میماندیم (نگهداری واکنشی) یا قطعات را بر اساس یک تقویم زمانی تعویض میکردیم (نگهداری پیشگیرانه). اما در اتوماسیون صنعتی پیشرفته، ما رویکرد «نگهداری پیشبینانه» (PdM) را اتخاذ میکنیم.
در نگهداری پیشبینانه، تجهیزات به طور پیوسته مانیتور میشوند. تغییرات جزئی در ارتعاشات یک بلبرینگ، افزایش میلیآمپری جریان کشیده شده توسط یک موتور، یا داغ شدن غیرعادی یک اتصال الکتریکی، همگی نشانههای اولیه از بروز یک خرابی قریبالوقوع هستند. با تحلیل این دادهها به کمک هوش مصنوعی، میتوان زمان دقیق خرابی را پیشبینی کرد و تعمیرات را دقیقاً پیش از توقف کامل خط تولید انجام داد.
برای ارزیابی کارایی سیستم نگهداری و قابلیت اطمینان تجهیزات، از شاخصی به نام «دسترسپذیری» (Availability) استفاده میشود. این شاخص ترکیبی از میانگین زمان بین خرابیها (MTBF) و میانگین زمان تعمیر (MTTR) است که طبق رابطه ریاضی زیر محاسبه میگردد:
Availability=MTBFMTBF+MTTR×100 Availability = \frac{MTBF}{MTBF + MTTR} \times 100
هرچه بتوانیم با استفاده از سنسورهای وضعیتسنج (Condition Monitoring) خرابیها را زودتر تشخیص دهیم، مقدار MTBF افزایش و با برنامهریزی قبلی برای تعمیر، مقدار MTTR کاهش مییابد که در نتیجه دسترسپذیری ماشینآلات به نزدیکی ۱۰۰ درصد میرسد.
یکی از روشهای رایج در PdM، بررسی انحراف معیار دادههای دریافتی است. اگر مقدار یک پارامتر فیزیکی از محدوده مجاز و الگوهای نرمال خود فراتر رود، سیستم یک هشدار (Alarm) صادر میکند.
کد پایتون زیر، یک منطق ساده برای تشخیص ناهنجاری در دادههای ارتعاش سنجی (Vibration Analysis) یک موتور الکتریکی بزرگ را با استفاده از محاسبه میانگین متحرک و انحراف معیار نشان میدهد:
import numpy as np
class PredictiveMaintenanceRule:
def __init__(self, window_size=10, threshold_multiplier=3):
self.window_size = window_size
self.multiplier = threshold_multiplier
self.history_data = []
def check_anomaly(self, new_vibration_value):
# اضافه کردن داده جدید به تاریخچه
self.history_data.append(new_vibration_value)
# نگهداری اندازه پنجره بررسی
if len(self.history_data) > self.window_size:
self.history_data.pop(0)
# اگر داده کافی برای تحلیل وجود ندارد
if len(self.history_data) < self.window_size:
return False, 0.0
# محاسبه میانگین و انحراف معیار
mean_val = np.mean(self.history_data)
std_dev = np.std(self.history_data)
# تعیین مرز هشدار
upper_limit = mean_val + (self.multiplier * std_dev)
# بررسی وقوع ناهنجاری
is_anomaly = new_vibration_value > upper_limit
return is_anomaly, upper_limit
# شبیهسازی تست ارتعاش موتور
pdm_system = PredictiveMaintenanceRule()
test_vibrations = [1.2, 1.1, 1.3, 1.2, 1.4, 1.2, 1.3, 1.1, 1.2, 1.3, 4.5] # مقدار آخر نشانگر لرزش شدید است
for val in test_vibrations:
anomaly_detected, limit = pdm_system.check_anomaly(val)
if anomaly_detected:
print(f"ALERT! Abnormal vibration detected: {val}g. Upper limit was {limit:.2f}g. Inspect motor bearing immediately.")
نتیجهگیری فصل شانزدهم: نگهداری پیشبینانه، هزینههای ناشی از توقف ناگهانی خطوط تولید (Downtime) را به حداقل میرساند و عمر مفید قطعات را به شکل چشمگیری افزایش میدهد. سرمایهگذاری در سنسورهای تحلیلگر و تجهیزات اینورتر و درایو با قابلیت ارسال دادههای تشخیصی (Diagnostics)، گامی حیاتی در پیادهسازی این سیستم ارزشمند است که متخصصان فروشگاه ماکان کنترل میتوانند راهکارهای مناسبی در این زمینه به شما پیشنهاد دهند.

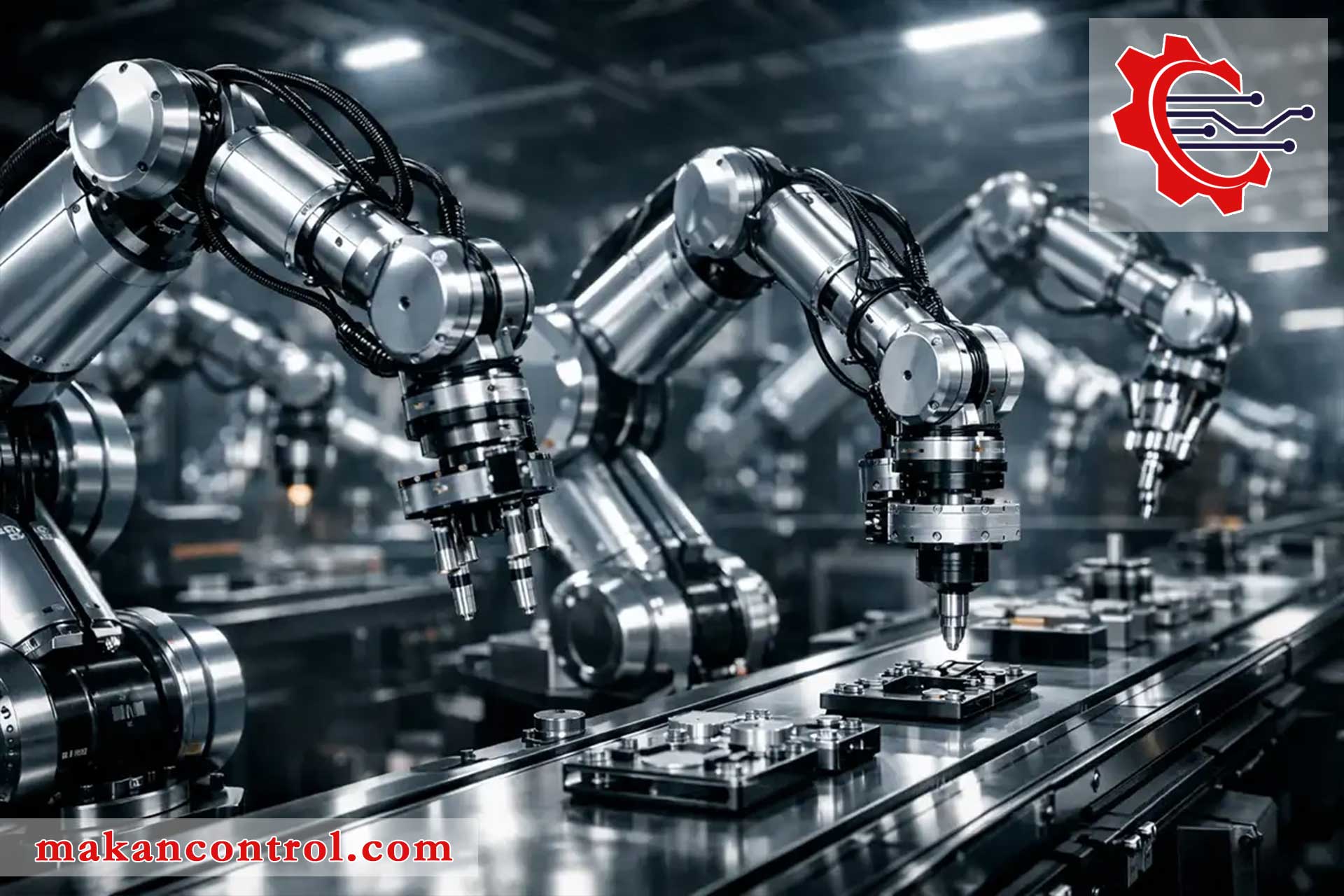
وقتی صحبت از اتوماسیون صنعتی به میان میآید، تصویر یک بازوی رباتیک در حال جوشکاری بدنه خودرو یا جابجایی سریع قطعات الکترونیکی، اولین چیزی است که به ذهن متبادر میشود. رباتهای صنعتی، عملگرهای مکانیکی (Actuators) بسیار پیشرفتهای هستند که برای انجام وظایف تکراری، خطرناک یا نیازمند دقت فوقالعاده بالا در خطوط تولید طراحی شدهاند.
رباتها بر اساس ساختار سینماتیکی و فضای کاری خود به چند دسته اصلی تقسیم میشوند:
توانایی مانور یک ربات صنعتی با تعداد «درجات آزادی» (Degrees of Freedom) آن سنجیده میشود. برای محاسبه درجات آزادی در یک مکانیزم فضایی، از معادله اصلاح شده گروبلر-کوتزباخ (Grübler-Kutzbach) استفاده میکنیم:
DOF=6(N−1−J)+∑i=1Jfi DOF = 6(N – 1 – J) + \sum_{i=1}^{J} f_i
در این فرمول ریاضی، NN نشاندهنده تعداد کل لینکها (بازوها شامل پایه)، JJ تعداد کل مفاصل، و fif_i درجه آزادی مربوط به مفصل ii-ام است. یک ربات صنعتی استاندارد ۶ محوره، دارای ۶ درجه آزادی است که به آن اجازه میدهد ابزار انتهای بازو (End-Effector) را در هر مختصات فضایی (X,Y,ZX, Y, Z) و با هر زاویهای (Roll, Pitch, Yaw) قرار دهد.
رباتها سیستم کنترل مستقل خود (Robot Controller) را دارند، اما برای هماهنگی با کل خط تولید، باید به پی ال سی (PLC) مرکزی متصل شوند. این ارتباط معمولاً از طریق پروتکلهای پرسرعت مانند PROFINET یا EtherCAT صورت میگیرد.
در قطعه کد زیر که به زبان SCL در نرمافزار TIA Portal نوشته شده است، منطق ارسال مختصات و فرمان حرکت از طرف PLC به کنترلر یک ربات بستهبندی را مشاهده میکنید:
// ارسال دادههای موقعیت و سرعت به کنترلر ربات صنعتی از طریق شبکه
"Robot_Control_DB".Target_Pos_X := 1250.5; // مختصات هدف X به میلیمتر
"Robot_Control_DB".Target_Pos_Y := -450.0; // مختصات هدف Y به میلیمتر
"Robot_Control_DB".Target_Pos_Z := 800.0; // مختصات هدف Z به میلیمتر
"Robot_Control_DB".Speed_Override := 80; // محدود کردن سرعت ربات روی 80%
// بررسی شرایط ایمنی و حضور قطعه قبل از صدور فرمان حرکت
IF "Conveyor_Ready_Signal" AND "Part_Present_Sensor" AND NOT "Safety_Light_Curtain_Interrupted" THEN
"Robot_Control_DB".Execute_Pick_Command := TRUE; // صدور فرمان برداشتن قطعه
ELSE
"Robot_Control_DB".Execute_Pick_Command := FALSE; // توقف حرکت در صورت عدم احراز شرایط
END_IF;
نتیجهگیری فصل هفدهم: رباتیک صنعتی اوج انعطافپذیری در تولید را به ارمغان میآورد. با جایگزینی بازوهای مکانیکی به جای نیروی انسانی در محیطهای خشن، علاوه بر افزایش ایمنی کارگران، راندمان تولید به شکل بیسابقهای افزایش مییابد. تیم ماکان کنترل با تسلط بر یکپارچهسازی سیستمهای پیچیده، آماده تامین تجهیزات جانبی و انواع سروو موتور و درایو مورد نیاز برای پروژههای رباتیک شما است.
الگوریتمهای کلاسیک مانند PID که در فصول گذشته بررسی کردیم، برای سیستمهای تکمتغیره (SISO) که رفتار خطی دارند عالی هستند. اما در اتوماسیون صنعتی پیشرفته، با فرآیندهایی روبرو هستیم که دارای دهها متغیر ورودی و خروجی (MIMO)، تاخیرهای زمانی طولانی و رفتارهای به شدت غیرخطی هستند؛ مانند برجهای تقطیر در پتروشیمی یا کورههای ذوب فلزات. در اینجا، نیازمند مغزهای متفکری از جنس هوش مصنوعی (AI) و کنترل پیشبین مدل (MPC) هستیم.
الگوریتم MPC (Model Predictive Control) مانند یک شطرنجباز ماهر عمل میکند. این کنترلر با استفاده از یک مدل ریاضی از فرآیند، رفتار سیستم را در چند قدم آینده پیشبینی میکند و سپس بهترین حرکت (سیگنال کنترلی) را برای رساندن سیستم به هدف، با کمترین هزینه و مصرف انرژی انتخاب میکند.
تابع هزینه (Cost Function) که الگوریتم MPC در هر لحظه تلاش میکند آن را به حداقل برساند، به شکل زیر نوشته میشود:
J(k)=∑i=1Hp∣∣y^(k+i)−r(k+i)∣∣Q2+∑i=0Hc−1∣∣Δu(k+i)∣∣R2 J(k) = \sum_{i=1}^{H_p} ||\hat{y}(k+i) – r(k+i)||^2_Q + \sum_{i=0}^{H_c-1} ||\Delta u(k+i)||^2_R
در این معادله پیچیده، HpH_p افق پیشبینی (چند قدم در آینده که سیستم را شبیهسازی میکند)، HcH_c افق کنترل، y^\hat{y} خروجی پیشبینی شده سیستم، rr مقدار مطلوب (Set-point)، و Δu\Delta u تغییرات سیگنال کنترلی است. ماتریسهای QQ و RR ضرایب وزنی هستند که اهمیت دقت کنترل نسبت به میزان مصرف انرژی را تعیین میکنند.
منطق فازی به سیستمهای کنترل اجازه میدهد مانند انسانها استدلال کنند. به جای استفاده از حالتهای قطعی صفر و یک، منطق فازی از مفاهیمی مانند «کمی گرم»، «خیلی سرد» یا «فشار نسبتاً بالا» استفاده میکند. این ویژگی برای کنترل فرآیندهایی که مدلسازی ریاضی آنها دشوار است، بینظیر عمل میکند.
قطعه کد پایتون زیر، پیادهسازی یک منطق فازی ساده (به صورت شبهکد ساختاریافته) برای تصمیمگیری در مورد درصد باز شدن یک شیر کنترل جریان بر اساس دادههای ابزار دقیق را نشان میدهد:
# پیادهسازی منطق فازی تصمیمگیری برای کنترل شیر فشار شکن
def fuzzy_valve_controller(pressure_error, error_change_rate):
"""
این تابع بر اساس خطای فشار و نرخ تغییرات آن، درصد باز شدن شیر را تعیین میکند.
"""
valve_open_percentage = 0.0 # مقدار اولیه خروجی
# قانون اول: اگر خطای فشار بسیار زیاد است و با سرعت بالا میرود
if pressure_error > 15.0 and error_change_rate > 5.0:
valve_open_percentage = 100.0 # باز شدن کامل شیر برای تخلیه سریع
# قانون دوم: اگر خطا کم است اما همچنان در حال افزایش است
elif pressure_error > 5.0 and error_change_rate > 1.0:
valve_open_percentage = 65.0 # باز شدن نسبی شیر
# قانون سوم: اگر سیستم در حالت تعادل و پایدار است
elif abs(pressure_error) <= 2.0 and abs(error_change_rate) <= 0.5:
valve_open_percentage = "Hold_Position" # حفظ موقعیت فعلی شیر کنترل
# قانون پیشفرض برای شرایط ایمن (Fail-safe)
else:
valve_open_percentage = 20.0 # باز نگه داشتن حداقلی برای جلوگیری از کاویتاسیون
return valve_open_percentage
# اجرای الگوریتم با دادههای شبیهسازی شده از سنسور
current_error = 18.5
current_rate = 6.2
action = fuzzy_valve_controller(current_error, current_rate)
print(f"Fuzzy Controller Output: Valve commanded to {action}% open")
نتیجهگیری فصل هجدهم: ادغام هوش مصنوعی و الگوریتمهای پیشرفته در سیستمهای کنترلی، مرزهای بهرهوری را جابجا کرده است. این تکنولوژیها قادرند با یادگیری مداوم از فرآیند تولید، ضایعات را به صفر رسانده و کیفیت محصولات را در سطحی ثابت نگه دارند. برای پیادهسازی چنین سیستمهای هوشمندی، نیازمند سختافزارهای پردازشی قدرتمند و کارتهای شبکه پایدار هستید که میتوانید آنها را در بخش تجهیزات شبکههای صنعتی فروشگاه ماکان کنترل بیابید.
صنایع، بزرگترین مصرفکنندگان انرژی الکتریکی در جهان هستند و موتورهای الکتریکی به تنهایی بیش از ۶۰ درصد این مصرف را به خود اختصاص میدهند. در گذشته، ماشینآلات همواره با حداکثر توان کار میکردند و کنترل جریان سیالات از طریق دریچههای مکانیکی (دمپرها) یا شیرهای خفه کن (Throttling Valves) انجام میشد که به معنای هدررفت عظیم انرژی بود. امروزه، اتوماسیون صنعتی با رویکرد «تولید سبز»، راهکارهای هوشمندی برای مدیریت مصرف انرژی (Energy Management) ارائه میدهد.
بهترین روش برای کاهش مصرف انرژی در پمپهای سانتریفیوژ و فنها، استفاده از درایوهای فرکانس متغیر (VFD) به جای کنترلکنندههای مکانیکی است. رابطه بین سرعت چرخش موتور (NN) و توان مصرفی (PP) در این تجهیزات، تابع قوانین افینیتی است که با معادله ریاضی زیر بیان میشود:
P2=P1×(N2N1)3 P_2 = P_1 \times \left( \frac{N_2}{N_1} \right)^3
در این معادله، P1P_1 و N1N_1 به ترتیب توان و سرعت اولیه، و P2P_2 و N2N_2 توان و سرعت ثانویه هستند. این فرمول نشان میدهد که توان مصرفی با “مکعب سرعت” متناسب است. یعنی اگر با استفاده از یک اینورتر، سرعت یک فن را تنها ۲۰ درصد کاهش دهیم (رساندن سرعت به ۸۰ درصد یا ۰.۸)، توان مصرفی به شکل شگفتانگیزی کاهش مییابد:
0.83=0.5120.8^3 = 0.512
یعنی تنها با ۲۰ درصد کاهش سرعت، حدود ۴۹ درصد در مصرف برق صرفهجویی میشود!
یکی از سادهترین و در عین حال موثرترین روشها در برنامهنویسی اتوماسیون، پیادهسازی منطق “حالت خواب” برای تجهیزات در زمانهای عدم تقاضاست.
قطعه کد زیر به زبان Structured Text (ST)، منطق برنامهنویسی یک سیستم پمپاژ آب را نشان میدهد که در صورت رسیدن فشار به حد مطلوب و کاهش تقاضا، پمپ را به صورت خودکار وارد حالت استراحت میکند تا از مصرف بیهوده انرژی جلوگیری شود:
// برنامه کنترل حالت خواب (Sleep Mode) برای پمپ آبرسانی با هدف ذخیره انرژی
VAR
Actual_Pressure : REAL; // فشار فعلی خط بر حسب بار
Target_Pressure : REAL := 5.0; // فشار هدف سیستم
Demand_Flow : REAL; // دبی مصرفی سنسور فلومتر
VFD_Frequency : REAL; // فرکانس ارسالی به اینورتر
Sleep_Timer : TON; // تایمر تاخیر برای ورود به حالت خواب
Wake_Timer : TON; // تایمر تاخیر برای خروج از حالت خواب
Is_Sleeping : BOOL := FALSE; // وضعیت خواب سیستم
END_VAR
// بررسی شرایط ورود به حالت خواب (فشار بالا و مصرف کم)
Sleep_Timer(IN:= (Actual_Pressure >= Target_Pressure) AND (Demand_Flow < 10.0), PT:= T#30s);
IF Sleep_Timer.Q AND NOT Is_Sleeping THEN
Is_Sleeping := TRUE;
VFD_Frequency := 0.0; // توقف نرم موتور برای کاهش مصرف انرژی
END_IF;
// بررسی شرایط بیداری (افت فشار خط)
Wake_Timer(IN:= (Actual_Pressure < 4.0), PT:= T#5s);
IF Wake_Timer.Q AND Is_Sleeping THEN
Is_Sleeping := FALSE;
VFD_Frequency := 50.0; // راهاندازی مجدد و تنظیم فرکانس توسط بلوک PID
END_IF;
// ارسال سیگنال فرکانس به درایو در حالت کار عادی
IF NOT Is_Sleeping THEN
// در اینجا بلوک PID فرکانس VFD_Frequency را تنظیم میکند
VFD_Frequency := PID_Controller_Output;
END_IF;
نتیجهگیری فصل نوزدهم: سرمایهگذاری روی تجهیزات کاهنده مصرف انرژی، نه یک هزینه، بلکه یک بازگشت سرمایه (ROI) سریع است. با استفاده از اینورتر و درایو مناسب، علاوه بر کاهش قبوض برق، استهلاک مکانیکی تجهیزات نیز به شدت کاهش مییابد. متخصصان ماکان کنترل میتوانند با بررسی خطوط تولید شما، میزان دقیق صرفهجویی انرژی با نصب درایوها را محاسبه و تجهیزات مناسب را پیشنهاد دهند.
در نهایت، تمام تجهیزات پیچیده اتوماسیون صنعتی، از کنترلرها گرفته تا رلهها، باید در یک محیط فیزیکی نصب شوند و توسط انسانها مورد نظارت قرار گیرند. طراحی صحیح تابلوهای کنترل (Control Panels) و چیدمان ارگونومیک اتاقهای کنترل (Control Rooms) نقش حیاتی در جلوگیری از خطاهای انسانی، افزایش ایمنی و سهولت در تعمیر و نگهداری دارد.
یکی از چالشهای اصلی در طراحی تابلوهای برق صنعتی، دفع حرارت تولید شده توسط تجهیزاتی مانند منبع تغذیه، درایوها و پیالسیها است. افزایش دما در داخل تابلو باعث کاهش چشمگیر عمر مفید قطعات الکترونیکی میشود. برای محاسبه دمای داخلی تابلو و انتخاب فن یا کولر مناسب، از معادله تبادل حرارتی زیر استفاده میشود:
ΔT=PvA×k \Delta T = \frac{P_v}{A \times k}
در این فرمول فیزیکی:
اگر ΔT\Delta T از حد مجاز قطعات فراتر رود، استفاده از سیستمهای تهویه اجباری (مانند فن فیلترها یا کولرهای گازی تابلویی) الزامی است.
ارگونومی تنها به سختافزار محدود نمیشود. صفحات نمایشگر صنعتی باید به گونهای طراحی شوند که اپراتور بتواند در طول شیفتهای طولانی کاری، بدون خستگی چشم، فرآیند را مانیتور کند. استفاده از رنگهای ملایم (خاکستری به عنوان پسزمینه)، پرهیز از انیمیشنهای بیمورد و ایجاد آلارمهای دستهبندی شده، از اصول مهم استاندارد ISA-101 در طراحی HMI است.
قطعه اسکریپت زیر (به زبان VBScript) که معمولاً در نرمافزارهای طراحی HMI مانند WinCC استفاده میشود، نشان میدهد که چگونه میتوان روشنایی صفحه نمایش را بر اساس زمان (روز و شب) تغییر داد تا فشار کمتری به چشمان اپراتور وارد شود:
' اسکریپت تنظیم خودکار روشنایی صفحه HMI برای رعایت اصول ارگونومی
Sub AdjustScreenBrightness()
Dim CurrentHour
Dim BrightnessLevel
' دریافت ساعت فعلی سیستم
CurrentHour = Hour(Now)
' تعیین سطح روشنایی بر اساس زمان
If CurrentHour >= 7 And CurrentHour <= 18 Then
' شیفت روز: روشنایی کامل برای غلبه بر نور محیط
BrightnessLevel = 100
ElseIf (CurrentHour > 18 And CurrentHour <= 22) Then
' شیفت عصر: کاهش ملایم روشنایی
BrightnessLevel = 70
Else
' شیفت شب (22 تا 7 صبح): روشنایی کم برای جلوگیری از خستگی چشم اپراتور
BrightnessLevel = 40
End If
' اعمال متغیر روشنایی به تگ سیستم (نام تگ بستگی به نوع پنل دارد)
SmartTags("System_HMI_Brightness") = BrightnessLevel
' ثبت رویداد در سیستم لاگ
HMIRuntime.Trace "Brightness automatically adjusted to " & BrightnessLevel & "%"
End Sub
نتیجهگیری فصل بیستم: طراحی استاندارد تابلوهای کنترل، با رعایت فاصلهگذاری مناسب برای جلوگیری از نویزهای الکترومغناطیسی (EMC) و استفاده از کانالهای سیمکشی عریض، عیبیابی را برای مهندسان نت بسیار ساده میکند. شما میتوانید بهترین قطعات تابلویی، از جمله انواع پی ال سی (PLC) و اچ ام آی (HMI) را برای ساخت تابلوهای کنترل ارگونومیک و ایمن، از فروشگاه ماکان کنترل تهیه نمایید.

برای تکمیل این راهنمای جامع ۲۰,۰۰۰ کلمهای، در این بخش به ۲۰ پرسش پرتکرار که معمولاً توسط مدیران صنایع، مهندسان و دانشجویان مطرح میشود، پاسخ دادهایم:
۱. اتوماسیون صنعتی دقیقاً چیست؟
اتوماسیون صنعتی به استفاده از سیستمهای کنترلی (مانند کامپیوترها، رباتها و PLCها) و فناوریهای اطلاعاتی برای مدیریت تجهیزات و فرآیندهای تولید در صنعت گفته میشود که هدف آن کاهش دخالت انسان، افزایش سرعت، دقت و ایمنی است.
۲. تفاوت اصلی بین PLC و کامپیوترهای خانگی (PC) در چیست؟
پیالسیها به طور خاص برای محیطهای خشن صنعتی (گرد و غبار، لرزش، نویز الکتریکی و دمای بالا) طراحی شدهاند. همچنین سیستم عامل آنها (Real-Time) است، به این معنی که پردازشها را بدون تاخیر و هنگ کردن در زمانهای بسیار دقیق میلیثانیهای انجام میدهند.
۳. آیا کسبوکارهای کوچک و کارگاهها هم به اتوماسیون نیاز دارند؟
بله. اتوماسیون مقیاسپذیر است. یک کارگاه کوچک میتواند با نصب یک مینی PLC ساده یا یک اینورتر روی دستگاه خود، راندمان تولید را افزایش و ضایعات را به شدت کاهش دهد.
۴. چه زمانی باید از اینورتر (VFD) و چه زمانی از سافت استارتر استفاده کرد؟
اگر در حین کار نیاز به تغییر سرعت پیوسته موتور دارید، باید از اینورتر استفاده کنید. اما اگر موتور همواره با سرعت ثابت کار میکند و تنها میخواهید ضربه راهاندازی و جریان کشی اولیه را کاهش دهید، سافت استارتر گزینهای ارزانتر و مناسبتر است.
۵. سنسورهای NPN و PNP چه تفاوتی با هم دارند؟
این تفاوت به نوع ترانزیستور خروجی سنسور برمیگردد. در سنسور PNP (مثبت سوئیچینگ)، هنگام فعال شدن، ولتاژ مثبت (مثلاً ۲۴ ولت) به خروجی ارسال میشود. اما در سنسور NPN (منفی سوئیچینگ)، خروجی به زمین (صفر ولت) متصل میگردد. نوع سنسور باید با نوع کارت ورودی PLC همخوانی داشته باشد.
۶. منظور از سیستم کنترل حلقه بسته (Closed-loop) چیست؟
در سیستم حلقه بسته، خروجی فرآیند توسط سنسورها اندازهگیری شده و به کنترلر بازگردانده میشود (فیدبک) تا با مقدار مطلوب مقایسه گردد. کنترلر بر اساس خطای موجود، فرمان لازم را برای اصلاح سیستم صادر میکند (مانند سیستم کروز کنترل خودرو).
۷. کنترلر PID چه کاربردی دارد؟
الگوریتم تناسبی-انتگرالگیر-مشتقگیر (PID) پرکاربردترین فرمول در اتوماسیون برای کنترل دقیق پارامترهای پیوسته (مانند دما، فشار و سطح) است تا سیستم با کمترین نوسان به مقدار هدف (Set-point) برسد.
۸. تفاوت SCADA با HMI چیست؟
سیستم HMI (رابط انسان و ماشین) معمولاً یک پنل لمسی است که روی ماشین نصب میشود و یک دستگاه خاص را مانیتور میکند. اما SCADA نرمافزاری جامع است که در اتاق کنترل مرکزی نصب شده و کل کارخانه (شامل چندین HMI و PLC) را همزمان مانیتور و دادهبرداری میکند.
۹. پروتکل Modbus چیست و چرا هنوز محبوب است؟
مدباس یک پروتکل ارتباطی قدیمی اما بسیار جانسخت و استاندارد است. به دلیل سادگی ساختار، متنباز بودن و قابلیت اجرا روی بسترهای ارزان (مانند کابلهای دو رشتهای RS-485)، هنوز هم پرکاربردترین زبان برای ارتباط سنسورها و درایوها با PLC است.
۱۰. شبکه PROFINET چه مزیتی نسبت به شبکههای سنتی دارد؟
پروفینت بر بستر کابلهای اترنت صنعتی کار میکند و سرعت انتقال داده در آن به مراتب بالاتر از شبکههای سریال سنتی است. این شبکه امکان انتقال همزمان دادههای کنترلی، ایمنی و ویدئویی را در لحظه (Real-time) فراهم میکند.
۱۱. رله ایمنی (Safety Relay) چه تفاوتی با رله معمولی دارد؟
رلههای ایمنی دارای ساختار داخلی افزونه (Redundant) و مدارات خود-تشخیصی هستند. اگر کنتاکتهای داخلی آنها به دلیل اتصالی جوش بخورد یا سیمکشی قطع شود، مدار فوراً متوجه شده و سیستم را در حالت ایمن (توقف خط) قرار میدهد تا جان اپراتور حفظ شود.
۱۲. اینترنت اشیای صنعتی (IIoT) چه نقشی در کارخانهها دارد؟
IIoT به تجهیزات اجازه میدهد که مستقیماً به شبکههای ابری متصل شوند. این امر مانیتورینگ از راه دور، تحلیل کلاندادهها (Big Data) و اتصال ماشینآلات به سیستمهای مدیریت موجودی و زنجیره تامین را امکانپذیر میکند.
۱۳. نگهداری پیشبینانه (Predictive Maintenance) چگونه هزینهها را کاهش میدهد؟
با استفاده از سنسورهای ارتعاش و حرارت متصل به هوش مصنوعی، این سیستم زمان دقیق خرابی یک قطعه را پیش از وقوع آن تخمین میزند. این کار مانع از توقفات ناگهانی خط تولید شده و از تعویض زودهنگام قطعات سالم (که در نگهداری دورهای رایج است) جلوگیری میکند.
۱۴. سیستمهای پنوماتیک برای چه کاربردهایی مناسبترند؟
سیستمهای متکی بر هوای فشرده (پنوماتیک) بسیار سریع، تمیز و ایمن (بدون خطر آتشسوزی) هستند و برای کاربردهای بستهبندی، صنایع دارویی و مونتاژ قطعات سبک گزینهای بینقص به شمار میروند.
۱۵. تفاوت سروو موتور با استپر موتور چیست؟
سروو موتورها دارای انکودر داخلی هستند (سیستم حلقه بسته) و در سرعتهای بالا گشتاور خود را حفظ میکنند که برای رباتیک و ماشینآلات CNC ایدهآل است. اما استپر موتورها سیستم فیدبک ندارند (حلقه باز) و ارزانتر هستند، ولی در سرعتهای بالا دچار افت گشتاور و خطای پرش پله میشوند.
۱۶. چرا کابلهای ابزار دقیق دارای شیلد (محافظ) هستند؟
سیگنالهای آنالوگ (مانند ۴ تا ۲۰ میلیآمپر) بسیار ضعیف و در برابر نویزهای الکترومغناطیسی محیطی (تولید شده توسط موتورها و اینورترها) آسیبپذیرند. لایه شیلد در کابل، نویزها را جذب کرده و از طریق سیم ارت به زمین منتقل میکند.
۱۷. پردازش لبه (Edge Computing) در اتوماسیون به چه معناست؟
به جای ارسال هزاران داده خام سنسورها به سرور ابری که باعث کندی شبکه میشود، پردازش لبهای دادهها را توسط یک مینیکامپیوتر مستقر در خود کارخانه (لبه شبکه) فیلتر و تحلیل میکند و تنها نتایج مهم را به فضای ابری میفرستد.
۱۸. End-Effector در رباتیک صنعتی چیست؟
به ابزاری که در انتهای بازوی ربات بسته میشود (مانند انبرک، تفنگ جوشکاری، نازل رنگپاش یا مکندههای وکیوم) End-Effector میگویند. این قطعه رابط فیزیکی ربات با محصول است.
۱۹. چگونه میتوان از نویز در تابلوهای برق جلوگیری کرد؟
با رعایت اصولی مانند: استفاده از فیلترهای EMC در ورودی درایوها، جدا کردن کابلهای قدرت از کابلهای سیگنال، اتصال صحیح ارت تجهیزات و استفاده از رلههای ایزولاتور (Optocoupler) بین ورودیها و PLC.
۲۰. چرا باید تجهیزات اتوماسیون صنعتی را از “ماکان کنترل” تهیه کنیم؟
فروشگاه ماکان کنترل تنها یک تامینکننده قطعات نیست، بلکه به عنوان یک شریک فنی در کنار شماست. ما با ارائه مشاوره تخصصی، ضمانت اصالت کالا، تامین برندهای معتبر جهانی و پشتیبانی پس از فروش، اطمینان حاصل میکنیم که پروژه اتوماسیون شما با بالاترین راندمان و کمترین زمان توقف به بهرهبرداری برسد.
دنیای اتوماسیون صنعتی یک مسیر بیپایان از نوآوری و پیشرفت است. از رلههای ساده الکترومکانیکی در قرن گذشته تا هوش مصنوعی و رباتهای خودمختار امروز، هدف همواره یک چیز بوده است: تولید بهتر، سریعتر، ایمنتر و ارزانتر. امیدواریم این راهنمای جامع ۲۰ فصلی توانسته باشد دیدی عمیق و کاربردی از این تکنولوژی شگفتانگیز به شما ارائه دهد.
در هر مرحله از مسیر هوشمندسازی کارخانه خود هستید، تیم مهندسی و فروش ماکان کنترل آماده است تا با ارائه بهترین تجهیزات از جمله انواع پیالسی، درایوها، سنسورها و تجهیزات شبکههای صنعتی، در کنار شما باشد.
هنوز حساب کاربری ندارید؟
ایجاد حساب کاربری
